

Zprávy










0102
Běžné procesy pro lisování plastů
2024-04-18
V srdci průmyslu se preciznost a inovace prolínají. Zde nejen formujeme tvary, ale formujeme možnosti. Představte si kus suroviny proměněný technologií v kaleidoskop nástrojů, dílů a uměleckých děl. Není to magie, je to umění vstřikování.
Níže jsou uvedeny běžné klasifikace procesů pro lisování plastů:
Vstřikování: vstřikování, vstřikování, dvojité vstřikování, proces vstřikování mikropěny, nano vstřikování (NMT)
Vyfukování: Vyfukování, duté vyfukování (vytlačování vyfukování, vstřikování vyfukování, vyfukování roztahováním)
Vytlačování
1.Vstřikování
(1) Vstřikování
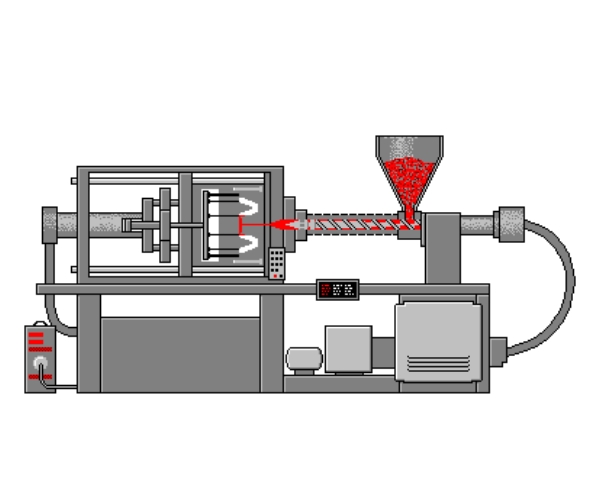
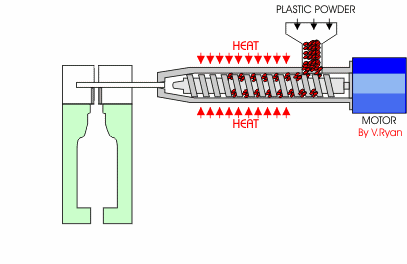
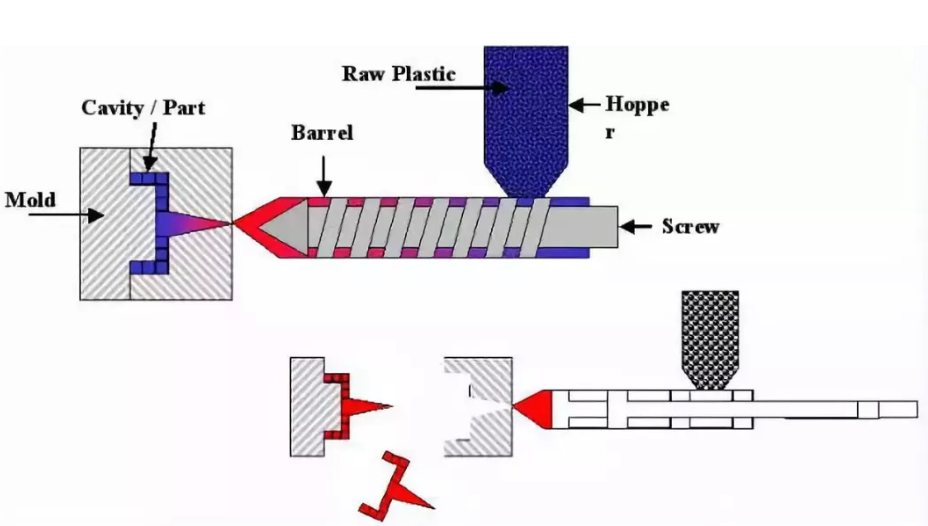
Vstřikování: Principem je přidávání granulovaných nebo práškových surovin do násypky vstřikovacího stroje, suroviny se ohřívají a taví v tekutém stavu, poháněném šnekem nebo pístem vstřikovacího stroje, přes trysku a systém nalévání formy do dutiny formy, kalení a tvarování v dutině formy. Faktory ovlivňující kvalitu vstřikování: vstřikovací tlak, doba vstřiku, vstřikovací teplota.
Technická charakteristika
Výhoda | přeběhnout |
| 1.SHort formovací cyklus, vysoká efektivita výroby, snadné dosažení automatizace 2.Ctvarově složitý, přesný rozměr, s kovovými nebo nekovovými vložkami z plastových dílů 3.Pkvalita výrobku je stabilní 4.Široká škála přizpůsobení | 1.Cena vstřikovacího zařízení je vyšší 2. jáStruktura vstřikovací formy je složitá 3. Hvysoké výrobní náklady, dlouhý výrobní cyklus, nevhodné pro výrobu plastových dílů v malých sériích |
Aplikace
V průmyslových produktech jsou produkty ABBYLEE vstřikování plastů: zdravotnické potřeby, výrobky pro domácnost, kuchyňské potřeby, pláště elektrických zařízení (fény, vysavače, míchačky potravin atd.), hračky a hry, různé produkty automobilového průmyslu a části mnoha dalších produktů.
(2) Vložit výlisek
Lisování vložky: Lisování vložky se týká vstřikování pryskyřice do formy po předem připravené vložce z jiného materiálu, roztaveném materiálu a vytvrzení spoje vložky, čímž se vytvoří integrovaný proces formování produktu.

Technická charakteristika
1. Kombinace předtvarování více vložek činí po konstrukci kombinace produktových jednotek rozumnější.
2. Snadná tvarovatelnost pryskyřice, ohýbání a tuhost, pevnost a tepelná odolnost kovu může být doplněna kombinací pevných a komplexních kovových plastových integrovaných produktů.
3. Zejména použití kombinace pryskyřicové izolace a kovové vodivosti může lisovaný výrobek splňovat základní funkce elektrických výrobků.
4. U tuhých lisovacích výrobků může pryžové těsnicí těsnění na ohybových elastických lisovacích produktech prostřednictvím matricového vstřikování do integrovaného produktu ušetřit složitou operaci uspořádání těsnicího kroužku, což usnadňuje automatickou kombinaci následného procesu.
(3) Dvojité vstřikování
Dvojité vstřikování: označuje metodu vstřikování dvou druhů plastů s různými barvami do stejné formy. To může způsobit, že plast bude vypadat ve dvou různých barvách a plastové části budou zobrazovat pravidelné vzory nebo nepravidelné vzory moaré, aby se zlepšila praktičnost a estetika plastových dílů.
Technická charakteristika
1. Materiál jádra může používat materiály s nízkou viskozitou ke snížení vstřikovacího tlaku.
2. Z hlediska ochrany životního prostředí může materiál jádra používat recyklované sekundární materiály.
3. Podle různých charakteristik použití, jako je tlustý povrchový materiál s použitím měkkého materiálu, materiál jádra využívající tvrdý materiál nebo materiál jádra může ke snížení hmotnosti používat pěnový plast.
4. Ke snížení nákladů lze použít materiály jádra nižší kvality.
5. Materiál potahu nebo materiál jádra může být použit drahý a má speciální povrchové vlastnosti, jako je interference elektromagnetických vln, vysoká vodivost a další materiály pro zvýšení výkonu produktu.
6. Vhodný potahový materiál a materiál jádra mohou snížit zbytkové napětí lisovaného výrobku, zvýšit mechanickou pevnost nebo povrchové vlastnosti výrobku.
(4) Proces vstřikování mikropěny
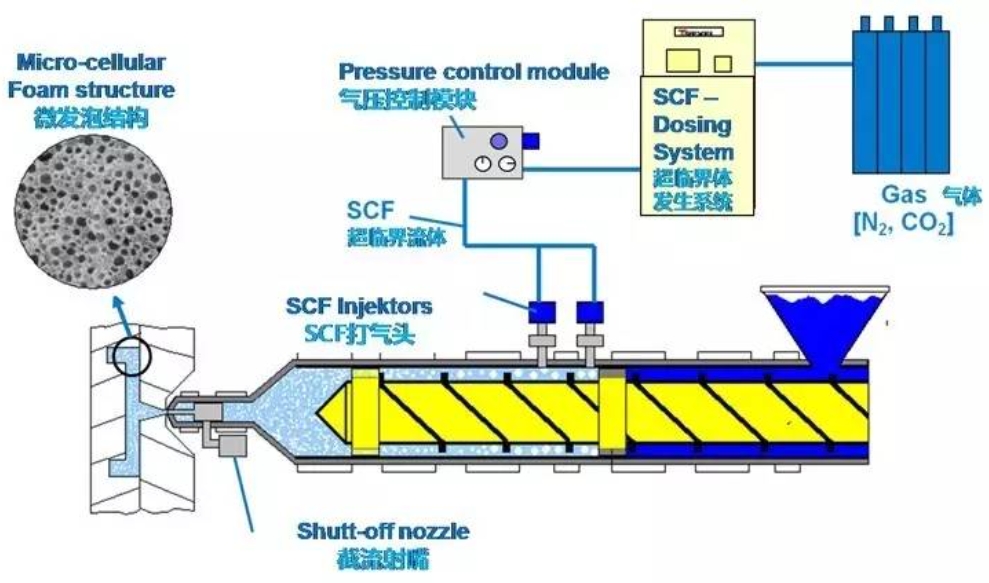
Proces vstřikování z mikropěny: je inovativní technologie přesného vstřikování, která se opírá o expanzi pórů, aby vyplnily produkt a dokončily formování součásti při nízkém a průměrném tlaku. Proces mikrobuněčného pěnění lze rozdělit do tří stupňů: nejprve se nadkritická tekutina (oxid uhličitý nebo dusík) rozpustí v tavném lepidle za vzniku jednofázového roztoku; Poté je přes spínací trysku vstřikována dutina formy s nízkou teplotou a tlakem. Snížení teploty a tlaku vede k nestabilitě molekul, které tvoří v produktu velké množství zárodků bublinek a tato zárodky bublin postupně prorůstají do drobných dírek.
Technická charakteristika
1.přesné vstřikování.
2. prolomení mnoha omezení tradičního vstřikování může výrazně snížit hmotnost dílů, zkrátit cyklus lisování.
3. výrazně zlepšit deformaci deformace a rozměrovou stabilitu dílů.
Aplikace
Přístrojová deska automobilu, panel dveří, potrubí klimatizace atd.
(5) Nano vstřikování (NMT)
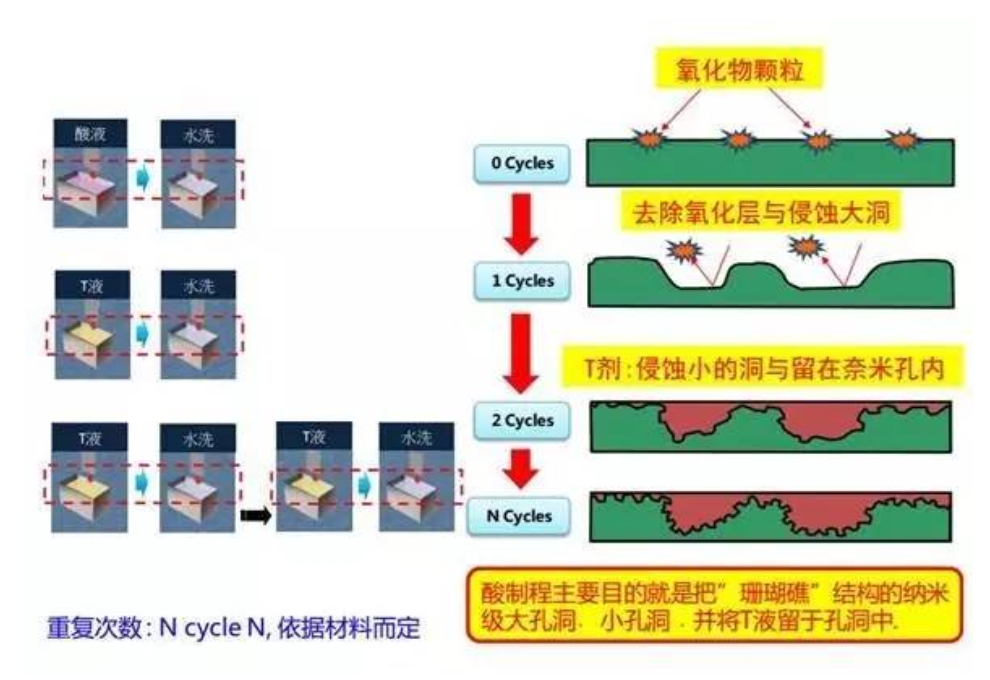
NMT (Nano Molding Technology): Jedná se o konstrukční metodu kovu a plastu v kombinaci s nanotechnologií. Poté, co je kovový povrch nanoopracován, je plast přímo vstřikován do kovového povrchu, takže kov a plast mohou být vytvořeny jako jeden celek. Technologie nanotvarování se dělí na dva typy procesů podle umístění plastu:
1.plast pro nevzhled integrovaného výlisku
2.plast pro vzhled integrované lišty
Technická charakteristika
1. Výrobek má texturu kovového vzhledu.
2. Konstrukce mechanismu produktu je zjednodušena, díky čemuž je produkt lehčí, tenčí, kratší a menší a cenově výhodnější než metoda CNC obrábění.
3. Snižte výrobní náklady a vysokou pevnost spoje a výrazně omezte použití souvisejícího spotřebního materiálu.
Použitelné kovové a pryskyřičné materiály
1.Hliník, hořčík, měď, nerezová ocel, titan, železo, pozinkovaný plech, mosaz.
2. Adaptabilita hliníkové slitiny je silná, včetně řady 1000 až 7000.
3. Pryskyřice včetně PPS, PBT, PA6, PA66, PPA.
4.PPS má obzvláště silnou přilnavost (3000 N/c㎡).
Aplikace
Kryt mobilního telefonu, kryt notebooku atd.

2. Vyfukování
Vyfukování: Jedná se o metodu vytlačování roztavené termoplastické suroviny z extrudéru do formy a následného vhánění vzduchu do suroviny, roztavená surovina působením tlaku vzduchu expanduje, přiléhá ke stěně dutiny formy a nakonec se ochladí a ztuhne do požadovaného tvaru produktu.
Vyfukování se dělí na vyfukování filmu a duté vyfukování dvou druhů:
(1) Vyfukování fólie
Fóliové vyfukování je vytlačování roztaveného plastu z kruhové mezery ústí hlavy extrudéru do válcovité tenké trubice, zatímco se do dutiny tenké trubky fouká stlačený vzduch ze středového otvoru hlavy, vyfukuje se tenká trubka do trubkové fólie o větším průměru (běžně známá jako bublinová trubice) a poté se po ochlazení válcová.
(2) duté vyfukování
Duté vyfukování je sekundární lisovací technologie, která pomocí tlaku plynu vyfukuje pryžovitý předvalek uzavřený v dutině formy na duté výrobky. Jedná se o způsob výroby dutých plastových výrobků. Výrobní metody dutého vyfukování jsou různé, včetně vytlačování vyfukování, vstřikování vyfukování a vyfukování natahováním.
1) Extruzní vyfukování:Extruzní vyfukování spočívá v použití extrudéru k vytlačování trubkového sochoru, jeho přichycení do dutiny formy a zakrytí dna, dokud je horké, a poté vyfukování stlačeného vzduchu do dutiny trubkového sochoru.
2) Vstřikování vyfukováním:Použitý polotovar se získá vstřikováním. Sochor je ponechán na jádru formy a po uzavření formy vyfukováním se stlačený vzduch nechá projít jádrovou formou, předvalek se vyfoukne, ochladí a po vyjmutí z formy se získá výrobek.
Výhoda
Tloušťka stěny produktu je rovnoměrná, tolerance hmotnosti je malá, následné zpracování je menší, roh odpadu je malý; Vhodné pro výrobu velkých sérií malých jemných výrobků.
3) Stretch vyfukovanie:Sochor, který byl zahřátý na teplotu protahování, se umístí do vyfukovací formy a podélné protažení se provede pomocí napínací tyče a příčné natažení a vyfouknutí se provede vyfouknutým stlačeným vzduchem, aby se získal způsob výroby produktu.
Aplikace
1. Vyfukování filmu se používá hlavně k výrobě plastové fólie.
2.Duté vyfukování se používá především k výrobě dutých plastových výrobků (lahve, balicí sudy, konve, palivové nádrže, plechovky, hračky atd.).
3. Vytlačování
Extruzní lisování: vhodné především pro lisování termoplastů, ale také vhodné pro některé z dobře tekoucích lisování termosetů a vyztužených plastů. Formovací proces spočívá v použití rotačního šneku k zahřátí a roztavení termoplastické suroviny, vytlačení z hlavy s požadovaným tvarem průřezu a následné finalizaci tvarovačem a poté ochlazením a tuhnutím přes chladič, aby se stal produktem požadovaného průřezu.
Technická charakteristika
1. Nízké náklady na vybavení.
2.Provoz je jednoduchý, proces je snadno ovladatelný, snadno se dosahuje nepřetržité automatizované výroby.
3. vysoká efektivita výroby; Kvalita produktu je jednotná a hustá.
4.Výměnou matrice hlavy lze tvarovat výrobky nebo polotovary různých tvarů průřezu.
Aplikace
V oblasti designu výrobků má vytlačování silnou použitelnost. Typy vytlačovaných výrobků jsou trubky, fólie, tyče, monofily, ploché pásky, sítě, duté kontejnery, okenní, dveřní rámy, desky, kabelové pláště, monofily a další profily.
Připojte se k ABBYLEE a prozkoumejte nekonečné zázraky zpracování vstřikovacích forem a otevřete novou éru kreativity.