Procédés courants de moulage du plastique
Au cœur de l'industrie, précision et innovation sont intimement liées. Ici, nous ne façonnons pas seulement des formes, nous façonnons des possibilités. Imaginez une matière première transformée par la technologie en un kaléidoscope d'outils, de pièces et d'œuvres d'art. Ce n'est pas de la magie, c'est l'art du moulage par injection.
Voici les classifications de processus courantes pour le moulage du plastique :
Moulage par injection : moulage par injection, moulage par insertion, moulage par double injection, procédé de moulage par injection de micro-mousse, moulage par nano-injection (NMT)
Moulage par soufflage : moulage par soufflage, moulage par soufflage creux (extrusion-soufflage, injection-soufflage, étirage-soufflage)
Moulage par extrusion
1. Moulage par injection
(1)Moulage par injection
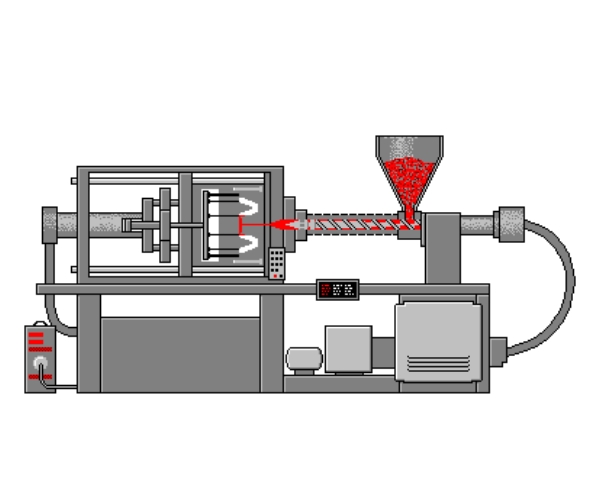
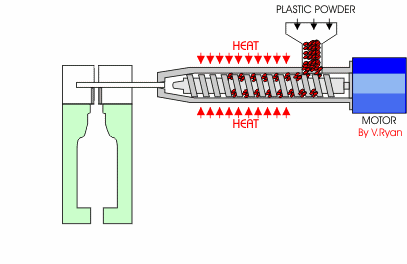
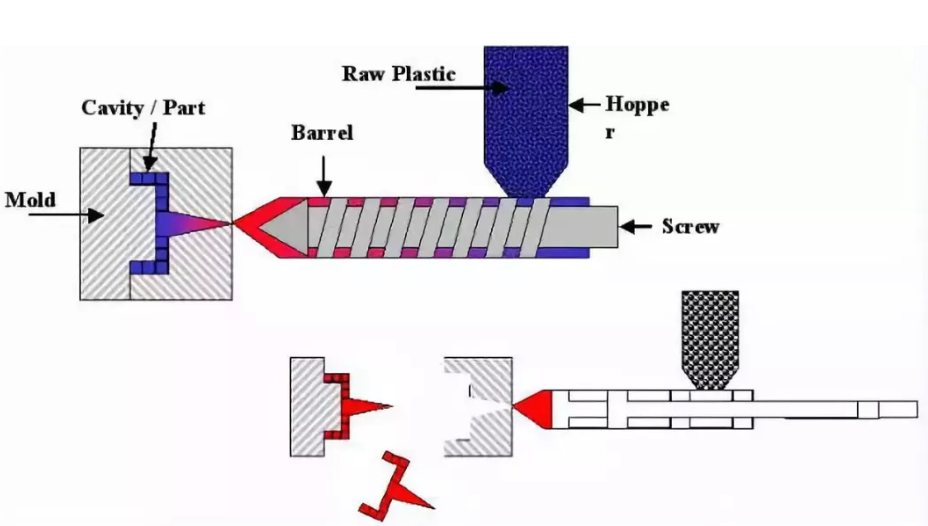
Moulage par injection : le principe consiste à ajouter des matières premières granulaires ou en poudre dans la trémie de la machine d’injection. Les matières premières sont chauffées et fondues en écoulement, entraînées par la vis ou le piston de la machine, à travers la buse et le système de coulée du moule dans la cavité du moule, où elles durcissent et se façonnent. Les facteurs qui influencent la qualité du moulage par injection sont : la pression, le temps et la température d’injection.
Caractéristiques techniques
Avantage | défaut |
| 1.Scycle de moulage court, efficacité de production élevée, automatisation facile à réaliser 2.Cune forme complexe, de taille précise, avec des inserts métalliques ou non métalliques de pièces en plastique 3.Pla qualité du produit est stable 4.Large gamme d'adaptation | 1.Le prix des équipements de moulage par injection est plus élevé 2. JELa structure du moule d'injection est complexe 3. HCoût de production élevé, cycle de production long, ne convient pas à la production de pièces en plastique en petites séries uniques |
ApplicationDans les produits industriels, les produits de moulage par injection plastique ABBYLEE sont : les fournitures médicales, les produits ménagers, les fournitures de cuisine, la coque d'équipements électriques (sèche-cheveux, aspirateurs, agitateurs alimentaires, etc.), les jouets et jeux, divers produits de l'industrie automobile et des pièces de nombreux autres produits.
(2)Moulage par insertion
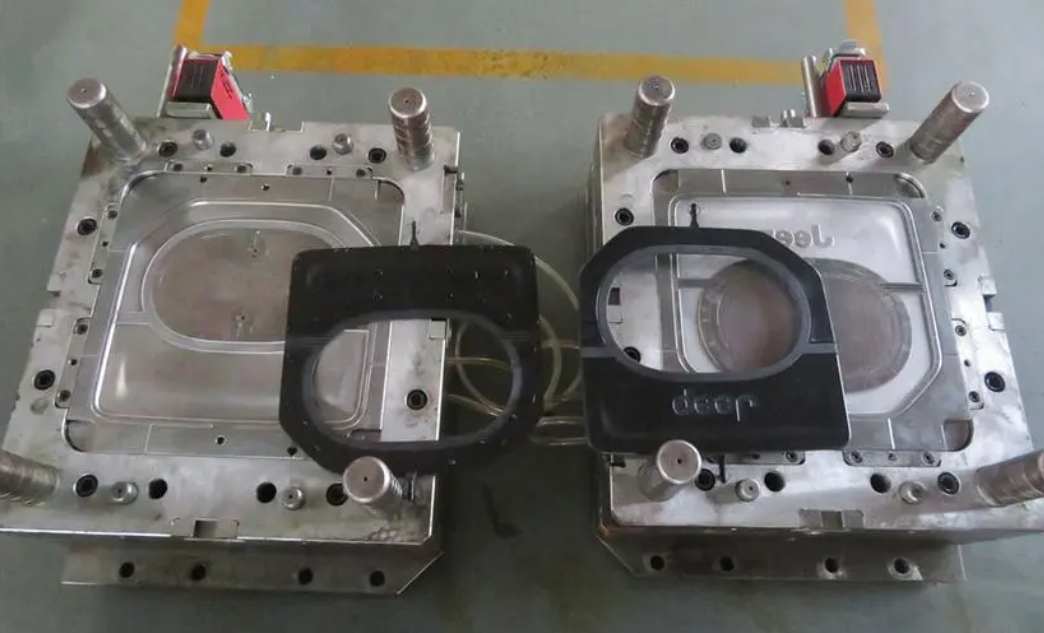
Moulage par insertion : Le moulage par insertion fait référence à l'injection de résine dans le moule après l'insertion de différents matériaux préparés, le durcissement du matériau fondu et du joint d'insertion, créant ainsi un processus de moulage de produit intégré.

Caractéristiques techniques
1. La combinaison préformée de plusieurs inserts rend la post-ingénierie de la combinaison d'unités de produits plus raisonnable.
2. La facilité de formage de la résine, la flexion et la rigidité, la résistance et la résistance à la chaleur du métal peuvent être complétées par la combinaison de produits intégrés métal-plastique solides et complexes.
3. En particulier, grâce à l'utilisation de la combinaison d'isolation en résine et de conductivité métallique, le produit moulé peut répondre aux fonctions de base des produits électriques.
4. Pour les produits de moulage rigides, le joint d'étanchéité en caoutchouc sur les produits de moulage élastiques de flexion, grâce au moulage par injection de matrice dans un produit intégré, peut économiser l'opération complexe d'agencement de la bague d'étanchéité, ce qui facilite la combinaison automatique du post-processus.
(3)Moulage par double injection
Moulage par double injection : méthode de moulage par injection de deux types de plastique de couleurs différentes dans un même moule. Cette méthode permet de donner au plastique deux couleurs différentes et d'obtenir des motifs réguliers ou irréguliers, améliorant ainsi la praticité et l'esthétique des pièces.
Caractéristiques techniques
1. Le matériau de base peut utiliser des matériaux à faible viscosité pour réduire la pression d'injection.
2. Du point de vue de la protection de l'environnement, le matériau de base peut utiliser des matériaux secondaires recyclés.
3. Selon différentes caractéristiques d'utilisation, telles que le matériau de peau fini épais utilisant un matériau souple, le matériau de noyau utilisant un matériau dur ou le matériau de noyau peut utiliser de la mousse plastique pour réduire le poids.
4. Des matériaux de base de qualité inférieure peuvent être utilisés pour réduire les coûts.
5. Le matériau de la peau ou le matériau du noyau peut être utilisé à un prix élevé et possède des propriétés de surface spéciales, telles que l'interférence des ondes électromagnétiques, une conductivité élevée et d'autres matériaux pour augmenter les performances du produit.
6. Le matériau de peau et le matériau de noyau appropriés peuvent réduire la contrainte résiduelle du produit moulé, augmenter la résistance mécanique ou les propriétés de surface du produit.
(4) Procédé de moulage par injection de micro-mousse
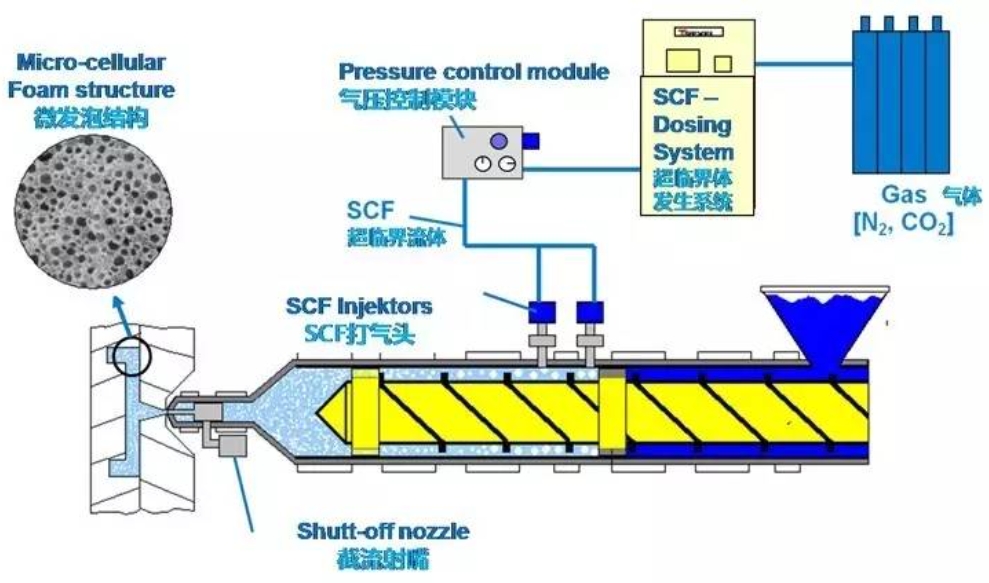
Procédé de moulage par injection de micro-mousse : il s'agit d'une technologie innovante de moulage par injection de précision qui repose sur l'expansion des pores pour remplir le produit et réaliser le moulage de la pièce à basse et moyenne pression. Le procédé de moussage microcellulaire se décompose en trois étapes : tout d'abord, le fluide supercritique (dioxyde de carbone ou azote) est dissous dans l'adhésif thermofusible pour former une solution monophasée ; ensuite, l'injection est réalisée dans la cavité du moule à basse température et pression via une buse de commutation. La baisse de température et de pression entraîne l'instabilité des molécules, ce qui entraîne la formation de nombreux noyaux de bulles dans le produit, qui se transforment progressivement en minuscules trous.
Caractéristiques techniques
1. moulage par injection de précision.
2. En surmontant les nombreuses limitations du moulage par injection traditionnel, on peut réduire considérablement le poids des pièces et raccourcir le cycle de moulage.
3. améliorer considérablement la déformation par gauchissement et la stabilité dimensionnelle des pièces.
Application
Tableau de bord de voiture, panneau de porte, conduit de climatisation, etc.
(5) Moulage par nano-injection (NMT)
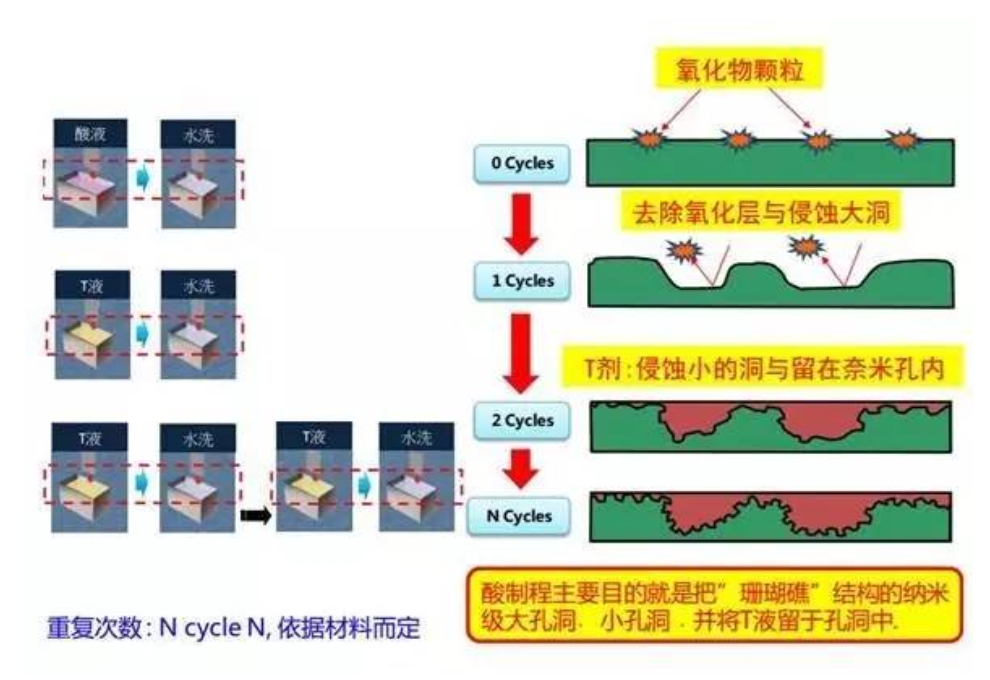
NMT (Nano Moulding Technology) : Il s'agit d'une méthode de fabrication combinant métal et plastique grâce à la nanotechnologie. Après nanotraitement de la surface métallique, le plastique y est directement injecté, permettant ainsi la formation d'un seul matériau. La technologie de nanoformage se divise en deux types de procédés selon la localisation du plastique :
1.plastique pour non-apparition du moulage intégré
2.plastique pour l'apparence du moulage intégré
Caractéristiques techniques
1. Le produit a une texture d'apparence métallique.
2. La conception du mécanisme du produit est simplifiée, ce qui rend le produit plus léger, plus fin, plus court et plus petit, et plus rentable que la méthode d'usinage CNC.
3. Réduisez les coûts de production et la force de liaison élevée, et réduisez considérablement l'utilisation des consommables associés.
Matériaux métalliques et résineux applicables
1. Aluminium, magnésium, cuivre, acier inoxydable, titane, fer, tôle galvanisée, laiton.
2. L'adaptabilité de l'alliage d'aluminium est forte, y compris les séries 1000 à 7000.
3. Résine comprenant PPS, PBT, PA6, PA66, PPA.
4. Le PPS a une force de liaison particulièrement élevée (3000 N/c㎡).
Application
Coque de téléphone portable, coque d'ordinateur portable, etc.

2. Moulage par soufflage
Moulage par soufflage : C'est la méthode consistant à presser la matière première thermoplastique fondue de l'extrudeuse dans le moule, puis à souffler de l'air dans la matière première, la matière première fondue se dilate sous l'action de la pression de l'air, s'adapte à la paroi de la cavité du moule, et enfin refroidit et se solidifie dans la forme de produit souhaitée.
Le moulage par soufflage est divisé en deux types : le moulage par soufflage de film et le moulage par soufflage creux :
(1) Soufflage de film
Le moulage par soufflage de film consiste à extruder le plastique fondu à partir de l'espace circulaire de la bouche de la tête de l'extrudeuse dans un tube mince cylindrique, tout en soufflant de l'air comprimé dans la cavité du tube mince à partir du trou central de la tête, en soufflant le tube mince dans un film tubulaire avec un diamètre plus grand (communément appelé tube à bulles), puis en le roulant après refroidissement.
(2) moulage par soufflage creux
Le moulage par soufflage creux est une technique de moulage secondaire qui consiste à souffler la billette caoutchouteuse enfermée dans la cavité du moule pour obtenir des produits creux grâce à la pression d'un gaz. Cette méthode permet de produire des produits plastiques creux. Les méthodes de fabrication du moulage par soufflage creux sont variées : extrusion-soufflage, injection-soufflage et étirage-soufflage.
1) Moulage par extrusion-soufflage :Le moulage par extrusion-soufflage consiste à utiliser l'extrudeuse pour extruder la billette tubulaire, la clipser dans la cavité du moule et recouvrir le fond pendant qu'il est chaud, puis souffler l'air comprimé dans la cavité de la billette tubulaire.
2) Moulage par injection-soufflage :L'ébauche utilisée est obtenue par moulage par injection. La billette est déposée au cœur du moule. Après la fermeture du moule par soufflage, de l'air comprimé traverse le noyau du moule. La billette est soufflée, refroidie et le produit est obtenu après démoulage.
Avantage
L'épaisseur de la paroi du produit est uniforme, la tolérance de poids est faible, le post-traitement est moindre, le coin de déchets est petit ; Convient à la production de grands lots de petits produits fins.
3) Moulage par étirage-soufflage :La billette qui a été chauffée à la température d'étirage est placée dans le moule de moulage par soufflage, et l'étirage longitudinal est effectué avec la tige d'étirage, et l'étirage transversal et le soufflage sont effectués avec l'air comprimé soufflé, de manière à obtenir le procédé de produit.
Application
1. Le moulage par soufflage de film est principalement utilisé pour fabriquer des films plastiques.
2. Le moulage par soufflage creux est principalement utilisé pour fabriquer des produits en plastique creux (bouteilles, barils d'emballage, arrosoirs, réservoirs de carburant, canettes, jouets, etc.).
3. Moulage par extrusion
Moulage par extrusion : principalement adapté au moulage thermoplastique, mais également à certains moulages thermodurcissables et plastiques renforcés, qui présentent une bonne fluidité. Le procédé de moulage consiste à utiliser une vis rotative pour chauffer et fondre la matière première thermoplastique, l'extruder à la section souhaitée, puis la finaliser par la formeuse, puis la refroidir et la solidifier par le refroidisseur pour obtenir le produit à la section souhaitée.
Caractéristiques techniques
1. Faible coût d'équipement.
2. L'opération est simple, le processus est facile à contrôler, il est facile de réaliser une production automatisée continue.
3. Haute efficacité de production ; la qualité du produit est uniforme et dense.
4. Des produits ou des produits semi-finis de différentes formes de section peuvent être formés en changeant la matrice de la tête.
Application
Dans le domaine de la conception de produits, le moulage par extrusion est largement utilisé. Les produits extrudés sont notamment des tubes, des films, des barres, des monofilaments, des rubans plats, des filets, des contenants creux, des fenêtres, des cadres de porte, des plaques, des gaines de câbles, des monofilaments et autres profilés.
Rejoignez ABBYLEE pour explorer les merveilles infinies du traitement des moules par injection et ouvrir une nouvelle ère de créativité.











