

Fréttir










0102
Algengar aðferðir við plastmótun
2024-04-18
Í hjarta iðnaðarins eru nákvæmni og nýsköpun samtvinnuð. Hér erum við ekki bara að móta form, við erum að móta möguleika. Ímyndaðu þér hráefnisbút sem hefur verið breytt með tækni í kaleidoscope af verkfærum, hlutum og listaverkum. Það er ekki galdur, það er listin að sprauta mótun.
Eftirfarandi eru algengar ferliflokkanir fyrir plastmótun:
Sprautumótun: Sprautumótun, innsetningarmótun, tvöföld innspýtingsmótun, örfroðu sprautumótunarferli, Nano innspýtingsmótun (NMT)
Blásmótun: Blásmótun, holblástursmótun (útblástursblástur, sprautublástur, teygjublástur)
Extrusion mótun
1.Injection Moulding
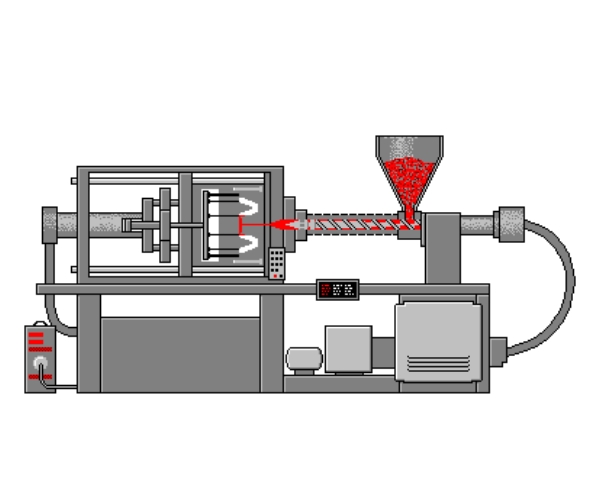
(1) Sprautumótun
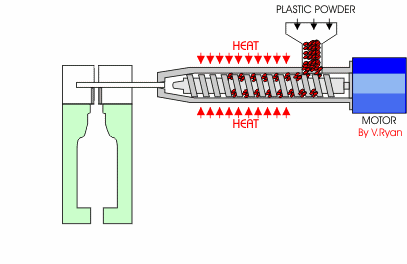
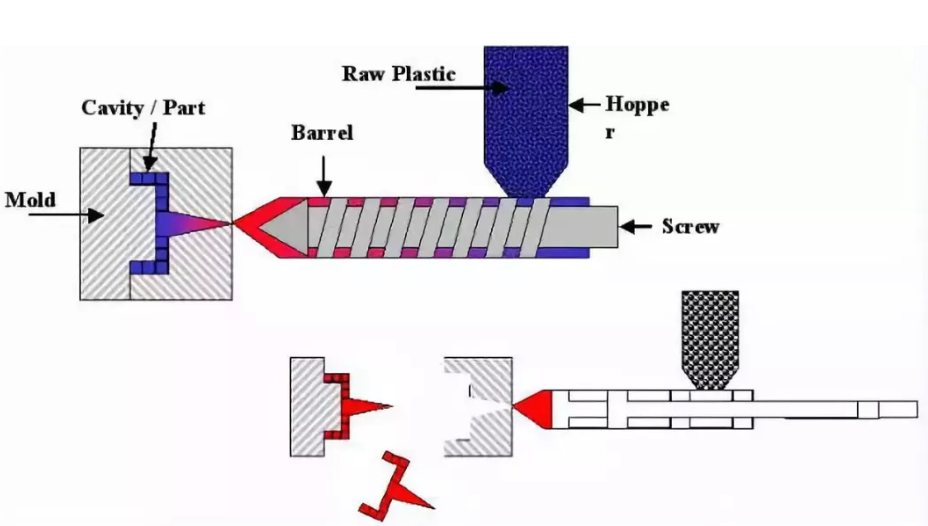
Innspýting mótun: Meginreglan er að bæta við kornuðu eða duftformuðu hráefni í hylki sprautuvélarinnar, hráefnin eru hituð og brætt í flæðandi ástandi, knúin áfram af skrúfu eða stimpli innspýtingarvélarinnar, í gegnum stútinn og moldhellukerfið í moldholið, herða og móta í moldholinu. Þættir sem hafa áhrif á gæði sprautumótunar: inndælingarþrýstingur, inndælingartími, innspýtingshitastig.
Tækni einkenni
Kostur | galla |
| 1.Short mótun hringrás, mikil framleiðslu skilvirkni, auðvelt að ná sjálfvirkni 2.Cform flókin lögun, nákvæm stærð, með málmi eða ekki málmi innlegg úr plasthlutum 3.Pgæði vörunnar eru stöðug 4.Mikið úrval af aðlögun | 1.Verð á sprautumótunarbúnaði er hærra 2. éguppbygging njection mold er flókin 3. HHár framleiðslukostnaður, langur framleiðsluferill, ekki hentugur fyrir framleiðslu á litlum plasthlutum |
Umsókn
Í iðnaðarvörum eru vörur frá ABBYLEE plastsprautumótun: lækningavörur, heimilisvörur, eldhúsvörur, skel rafbúnaðar (hárþurrkur, ryksuga, matarhrærivélar o.s.frv.), leikföng og leikir, ýmsar vörur úr bílaiðnaðinum og hlutar margra annarra vara.
(2) Settu inn mótun
Innsetningarmótun: Innsetningarmótun vísar til innspýtingar plastefnis í mótið eftir að búið er að undirbúa mismunandi efnisinnskotið, bráðið efni og innskotssamskeyti herða, sem gerir samþætt vörumótunarferli.

Tækni einkenni
1. Formyndandi samsetning margra innlegga gerir eftirverkfræði samsetningar vörueininga sanngjarnari.
2. Auðveld mótun plastefnis, beygja og stífni, styrkur og hitaþol málmsins er hægt að bæta við samsetningu sterkra og flókinna málmplastsamþættra vara.
3. Sérstaklega notkun á samsetningu plastefni einangrunar og málmleiðni, mótað vara getur uppfyllt grunnaðgerðir rafmagnsvara.
4. Fyrir stífar mótunarvörur getur gúmmíþéttingarþétting á beygjanlegu teygjumótunarvörum, í gegnum fylkissprautun í samþætta vöru, sparað flókna aðgerðina við að raða innsiglihringnum, sem gerir sjálfvirka samsetningu eftirvinnslunnar auðveldari.
(3) Tvöföld innspýting mótun
Tvöföld innspýting: vísar til mótunaraðferðarinnar við að sprauta tveimur tegundum af plasti með mismunandi litum í sama mót. Það getur látið plastið birtast í tveimur mismunandi litum og getur látið plasthlutana sýna reglulega mynstur eða óreglulegt moire mynstur til að bæta hagkvæmni og fagurfræði plasthlutanna.
Tækni einkenni
1.Kjarnaefnið getur notað lágseigju efni til að draga úr inndælingarþrýstingnum.
2. Með hliðsjón af umhverfisvernd getur kjarnaefnið notað endurunnið aukaefni.
3. Samkvæmt mismunandi notkunareiginleikum, svo sem þykkt fullunnið húðefni sem notar mjúkt efni, getur kjarnaefni sem notar hart efni eða kjarnaefni notað froðuplast til að draga úr þyngdinni.
4. Hægt er að nota lægri gæði kjarnaefni til að draga úr kostnaði.
5. Húðefnið eða kjarnaefnið er hægt að nota dýrt og hefur sérstaka yfirborðseiginleika, svo sem rafsegulbylgjutruflanir, mikla leiðni og önnur efni til að auka afköst vörunnar.
6. Viðeigandi húðefni og kjarnaefni geta dregið úr afgangsálagi mótunarvörunnar, aukið vélrænan styrk eða yfirborðseiginleika vörunnar.
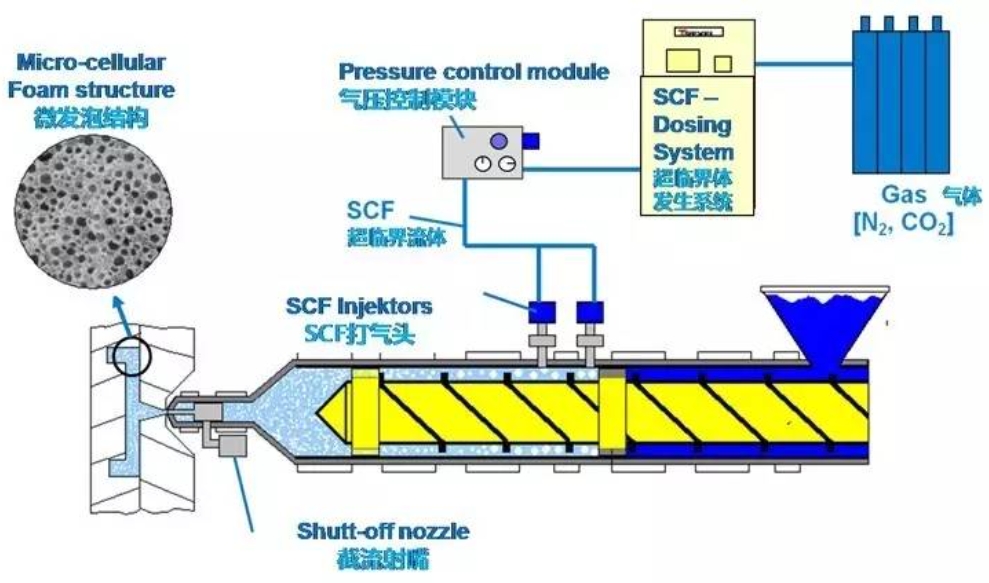
(4) Örfroðu innspýtingsmótunarferli
Ör-froðu innspýtingsmótunarferli: er nýstárleg nákvæmni sprautumótunartækni sem byggir á stækkun svitahola til að fylla vöruna og ljúka mótun hlutans við lágan og meðalþrýsting. Hægt er að skipta örfrumufroðuferlinu í þrjú stig: Í fyrsta lagi er yfirkritíski vökvinn (koltvísýringur eða köfnunarefni) leystur upp í heitbræðslulímið til að mynda einfasa lausn; Síðan, í gegnum skiptistútinn, er moldholinu með lágum hita og þrýstingi sprautað. Lækkun hitastigs og þrýstings leiðir til óstöðugleika sameinda sem myndar mikinn fjölda kúlukjarna í afurðinni og þessir kúlukjarnar vaxa smám saman í örsmá holur.
Tækni einkenni
1.precision innspýting mótun.
2. að brjótast í gegnum margar takmarkanir hefðbundinnar innspýtingarmótunar, getur dregið verulega úr þyngd hlutanna, stytt mótunarferlið.
3. bæta mjög aflögun og víddarstöðugleika hlutanna.
Umsókn
Mælaborð bíls, hurðarborðs, loftræstirásar osfrv.
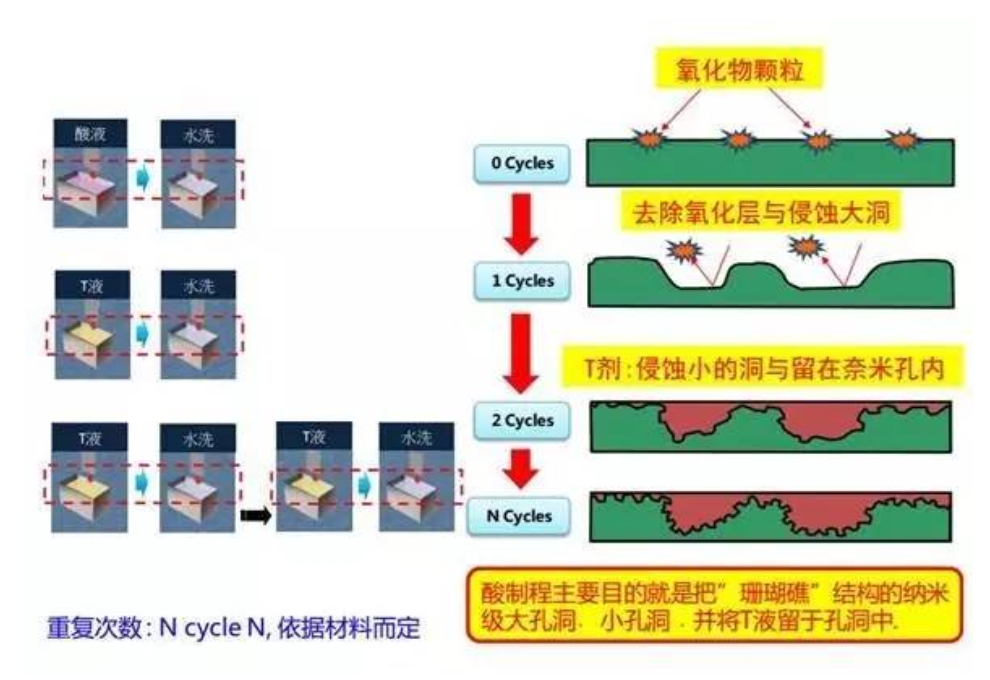
(5) Nanó innspýting mótun (NMT)
NMT (Nano Molding Technology): Það er byggingaraðferð málms og plasts ásamt nanótækni. Eftir að málmyfirborðið hefur verið nanómeðhöndlað er plastinu beint inn í málmyfirborðið, þannig að hægt sé að mynda málm og plast sem eitt. Nanoforming tækni er skipt í tvenns konar ferla eftir staðsetningu plastsins:
1.plast fyrir ekki útlit samþætta mótun
2.plast fyrir útlit samþætta mótunarinnar
Tækni einkenni
1.Varan hefur málmútlitsáferð.
2.Hönnun vörukerfisins er einfölduð, sem gerir vöruna léttari, þynnri, styttri og minni og hagkvæmari en CNC vinnsluaðferð.
3. Draga úr framleiðslukostnaði og miklum bindistyrk og draga verulega úr notkun tengdra rekstrarvara.
Gildandi málmur og plastefni
1.Ál, magnesíum, kopar, ryðfríu stáli, títan, járn, galvaniseruðu lak, kopar.
2. Aðlögunarhæfni álblöndu er sterk, þar á meðal 1000 til 7000 röð.
3.Kvoða þar á meðal PPS, PBT, PA6, PA66, PPA.
4.PPS hefur sérstaklega sterkan tengingarstyrk (3000N/c㎡).
Umsókn
Farsímaskel, fartölvuskel osfrv.

2.Blow Moulding
Blásmótun: Það er aðferðin við að kreista bráðna hitaþjálu hráefnið úr þrýstibúnaðinum í mótið og blása síðan lofti inn í hráefnið, bráðna hráefnið þenst út undir áhrifum loftþrýstings, passar við vegg moldholsins og loks kólnar og storknar í viðkomandi vöruform.
Blásmótun er skipt í filmublástursmótun og holblástursmótun tvenns konar:
(1) Blásmótun á filmu
Kvikmyndablástursmótun er að pressa bráðna plastið úr hringlaga bilinu á munni extruderhaussins í sívalur þunnt rör, á meðan þjappað lofti er blásið inn í þunnt rörholið úr miðjugati höfuðsins, þynnt þunnt rör í pípulaga filmu með stærra þvermál (almennt þekkt sem kúlarör), eftir að hafa kólnað og síðan rúllað.
(2) holur blástursmótun
Hollow blása mótun er auka mótun tækni sem blæs gúmmí-eins blokk lokað í mold hola í holur vörur með hjálp gasþrýstings. Það er aðferð til að framleiða holar plastvörur. Framleiðsluaðferðirnar við holblástursmótun eru mismunandi, þar á meðal extrusion blása mótun, innspýting blása mótun og teygja blása mótun.
1) Extrusion blása mótun:Extrusion blása mótun er að nota extruder til að pressa út pípulaga billetið, klemma það í moldholið og hylja botninn á meðan það er heitt og blása síðan þjappað lofti inn í rör billet hola.
2) Sprautublástur:Eyðan sem notuð er fæst með sprautumótun. Efnið er skilið eftir á kjarna mótsins og eftir að moldinu er lokað með blástursmótun er þjappað loft leitt í gegnum kjarnamótið, billetið er blásið, kælt og afurðin fæst eftir mótun.
Kostur
Vöruveggjaþykktin er einsleit, þyngdarþolið er lítið, eftirvinnslan er minni, úrgangshornið er lítið; Hentar til framleiðslu á stórum lotum af litlum fínum vörum.
3) Teygjublástur:Blómið sem hefur verið hitað að teygjuhitastigi er sett í blástursmótið og lengdarteygjan er framkvæmd með teygjustönginni og þverteygjan og blásið er framkvæmt með þjappað þjappað lofti til að fá framleiðsluaðferðina.
Umsókn
1.Filmblástursmótun er aðallega notað til að framleiða plastfilmu.
2.Hollow blása mótun er aðallega notað til að búa til holar plastvörur (flöskur, pökkunartunnur, vökvabrúsar, eldsneytisgeymar, dósir, leikföng osfrv.).
3.Extrusion mótun
Extrusion mótun: aðallega hentugur fyrir hitaþjálu mótun, en einnig hentugur fyrir sumt af góðu flæði hitastillandi og styrkt plast mótun. Mótunarferlið er að nota snúningsskrúfu til að hita og bræða hitaþjálu hráefnið, pressa það út úr hausnum með nauðsynlegri þversniðsformi og klára það síðan með mótaranum og síðan kæla og storkna það í gegnum kælirinn til að verða afurð nauðsynlegs þversniðs.
Tækni einkenni
1.Lágur búnaðarkostnaður.
2. Aðgerðin er einföld, ferlið er auðvelt að stjórna, auðvelt að ná stöðugri sjálfvirkri framleiðslu.
3.High framleiðslu skilvirkni; Vörugæði eru einsleit og þétt.
4.Vörur eða hálfunnar vörur af ýmsum hluta lögun geta myndast með því að breyta deyja höfuðsins.
Umsókn
Á sviði vöruhönnunar hefur extrusion mótun sterk nothæfi. Tegundir útpressunarvara eru pípa, filma, stöng, einþráður, flatt borði, net, holur ílát, gluggi, hurðarrammi, plata, kapalklæðning, einþráður og önnur snið.
Vertu með ABBYLEE til að kanna óendanlega undur sprautumótsvinnslu og opna nýtt tímabil sköpunar.