

ਖ਼ਬਰਾਂ










0102
ਪਲਾਸਟਿਕ ਮੋਲਡਿੰਗ ਲਈ ਆਮ ਪ੍ਰਕਿਰਿਆਵਾਂ
2024-04-18
ਉਦਯੋਗ ਦੇ ਦਿਲ ਵਿੱਚ, ਸ਼ੁੱਧਤਾ ਅਤੇ ਨਵੀਨਤਾ ਆਪਸ ਵਿੱਚ ਜੁੜੇ ਹੋਏ ਹਨ। ਇੱਥੇ, ਅਸੀਂ ਸਿਰਫ਼ ਆਕਾਰ ਨਹੀਂ ਬਣਾ ਰਹੇ ਹਾਂ, ਅਸੀਂ ਸੰਭਾਵਨਾਵਾਂ ਨੂੰ ਆਕਾਰ ਦੇ ਰਹੇ ਹਾਂ। ਤਕਨਾਲੋਜੀ ਦੁਆਰਾ ਬਦਲੇ ਗਏ ਕੱਚੇ ਮਾਲ ਦੇ ਇੱਕ ਟੁਕੜੇ ਦੀ ਕਲਪਨਾ ਕਰੋ ਜੋ ਔਜ਼ਾਰਾਂ, ਹਿੱਸਿਆਂ ਅਤੇ ਕਲਾ ਦੇ ਕੰਮਾਂ ਦੇ ਕੈਲੀਡੋਸਕੋਪ ਵਿੱਚ ਬਦਲਿਆ ਗਿਆ ਹੈ। ਇਹ ਜਾਦੂ ਨਹੀਂ ਹੈ, ਇਹ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੀ ਕਲਾ ਹੈ।
ਪਲਾਸਟਿਕ ਮੋਲਡਿੰਗ ਲਈ ਆਮ ਪ੍ਰਕਿਰਿਆ ਵਰਗੀਕਰਣ ਹੇਠਾਂ ਦਿੱਤੇ ਗਏ ਹਨ:
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ: ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ, ਇਨਸਰਟ ਮੋਲਡਿੰਗ, ਡਬਲ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ, ਮਾਈਕ੍ਰੋ-ਫੋਮ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ, ਨੈਨੋ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ (NMT)
ਬਲੋ ਮੋਲਡਿੰਗ: ਬਲੋ ਮੋਲਡਿੰਗ, ਖੋਖਲਾ ਬਲੋ ਮੋਲਡਿੰਗ (ਐਕਸਟਰੂਜ਼ਨ ਬਲੋ ਮੋਲਡਿੰਗ, ਇੰਜੈਕਸ਼ਨ ਬਲੋ ਮੋਲਡਿੰਗ, ਸਟ੍ਰੈਚ ਬਲੋ ਮੋਲਡਿੰਗ)
ਐਕਸਟਰੂਜ਼ਨ ਮੋਲਡਿੰਗ
1. ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ
(1) ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ
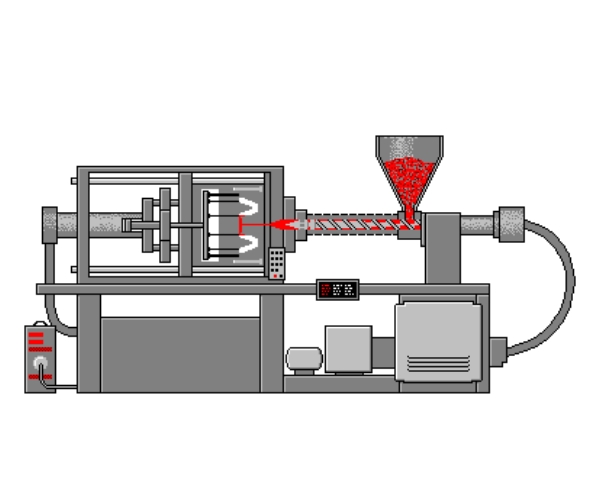
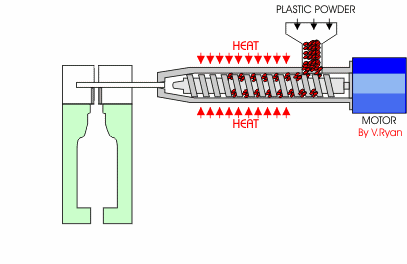
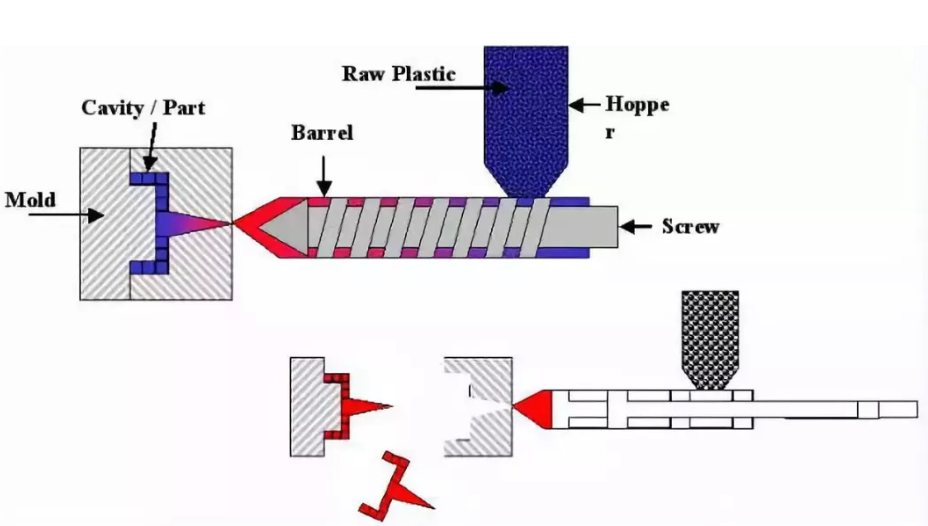
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ: ਸਿਧਾਂਤ ਇੰਜੈਕਸ਼ਨ ਮਸ਼ੀਨ ਦੇ ਹੌਪਰ ਵਿੱਚ ਦਾਣੇਦਾਰ ਜਾਂ ਪਾਊਡਰ ਕੱਚਾ ਮਾਲ ਜੋੜਨਾ ਹੈ, ਕੱਚੇ ਮਾਲ ਨੂੰ ਇੱਕ ਵਹਿੰਦੀ ਸਥਿਤੀ ਵਿੱਚ ਗਰਮ ਅਤੇ ਪਿਘਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਇੰਜੈਕਸ਼ਨ ਮਸ਼ੀਨ ਦੇ ਪੇਚ ਜਾਂ ਪਿਸਟਨ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਨੋਜ਼ਲ ਅਤੇ ਮੋਲਡ ਪੋਰਿੰਗ ਸਿਸਟਮ ਰਾਹੀਂ ਮੋਲਡ ਕੈਵਿਟੀ ਵਿੱਚ, ਮੋਲਡ ਕੈਵਿਟੀ ਵਿੱਚ ਸਖ਼ਤ ਅਤੇ ਆਕਾਰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲੇ ਕਾਰਕ: ਇੰਜੈਕਸ਼ਨ ਦਬਾਅ, ਇੰਜੈਕਸ਼ਨ ਸਮਾਂ, ਇੰਜੈਕਸ਼ਨ ਤਾਪਮਾਨ।
ਤਕਨੀਕ ਵਿਸ਼ੇਸ਼ਤਾ
ਫਾਇਦਾ | ਨੁਕਸ |
| 1.ਸਹੌਰਟ ਮੋਲਡਿੰਗ ਚੱਕਰ, ਉੱਚ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ, ਆਟੋਮੇਸ਼ਨ ਪ੍ਰਾਪਤ ਕਰਨ ਵਿੱਚ ਆਸਾਨ 2.ਸੀਇੱਕ ਗੁੰਝਲਦਾਰ ਸ਼ਕਲ, ਸਹੀ ਆਕਾਰ, ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਦੇ ਧਾਤ ਜਾਂ ਗੈਰ-ਧਾਤੂ ਸੰਮਿਲਨਾਂ ਦੇ ਨਾਲ 3.ਪੀਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਸਥਿਰ ਹੈ 4.ਅਨੁਕੂਲਨ ਦੀ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ | 1.ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਉਪਕਰਣਾਂ ਦੀ ਕੀਮਤ ਜ਼ਿਆਦਾ ਹੈ 2. ਮੈਂਇੰਜੈਕਸ਼ਨ ਮੋਲਡ ਬਣਤਰ ਗੁੰਝਲਦਾਰ ਹੈ 3. ਐੱਚਉੱਚ ਉਤਪਾਦਨ ਲਾਗਤ, ਲੰਬਾ ਉਤਪਾਦਨ ਚੱਕਰ, ਸਿੰਗਲ ਛੋਟੇ ਬੈਚ ਪਲਾਸਟਿਕ ਪਾਰਟਸ ਦੇ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ ਨਹੀਂ ਹੈ |
ਐਪਲੀਕੇਸ਼ਨ
ਉਦਯੋਗਿਕ ਉਤਪਾਦਾਂ ਵਿੱਚ, ABBYLEE ਪਲਾਸਟਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੇ ਉਤਪਾਦ ਹਨ: ਮੈਡੀਕਲ ਸਪਲਾਈ, ਘਰੇਲੂ ਉਤਪਾਦ, ਰਸੋਈ ਸਪਲਾਈ, ਬਿਜਲੀ ਦੇ ਉਪਕਰਣਾਂ ਦਾ ਸ਼ੈੱਲ (ਵਾਲ ਡ੍ਰਾਇਅਰ, ਵੈਕਿਊਮ ਕਲੀਨਰ, ਫੂਡ ਸਟਰਰਰ, ਆਦਿ), ਖਿਡੌਣੇ ਅਤੇ ਖੇਡਾਂ, ਆਟੋਮੋਟਿਵ ਉਦਯੋਗ ਦੇ ਵੱਖ-ਵੱਖ ਉਤਪਾਦ, ਅਤੇ ਕਈ ਹੋਰ ਉਤਪਾਦਾਂ ਦੇ ਹਿੱਸੇ।
(2) ਮੋਲਡਿੰਗ ਪਾਓ
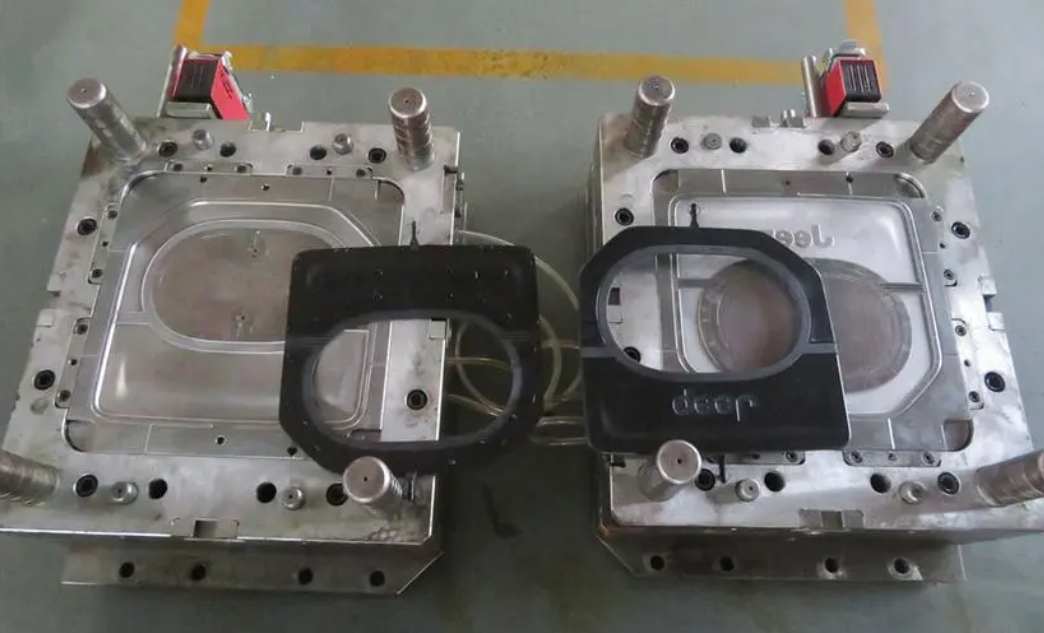
ਇਨਸਰਟ ਮੋਲਡਿੰਗ: ਇਨਸਰਟ ਮੋਲਡਿੰਗ ਦਾ ਅਰਥ ਹੈ ਪਹਿਲਾਂ ਤੋਂ ਤਿਆਰ ਕੀਤੇ ਗਏ ਵੱਖ-ਵੱਖ ਮਟੀਰੀਅਲ ਇਨਸਰਟ, ਪਿਘਲੇ ਹੋਏ ਮਟੀਰੀਅਲ ਅਤੇ ਇਨਸਰਟ ਜੁਆਇੰਟ ਨੂੰ ਠੀਕ ਕਰਨ ਤੋਂ ਬਾਅਦ ਮੋਲਡ ਵਿੱਚ ਰਾਲ ਦੇ ਟੀਕੇ ਨੂੰ ਜੋੜਨਾ, ਇੱਕ ਏਕੀਕ੍ਰਿਤ ਉਤਪਾਦ ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਬਣਾਉਣਾ।

ਤਕਨੀਕ ਵਿਸ਼ੇਸ਼ਤਾ
1. ਮਲਟੀਪਲ ਇਨਸਰਟਸ ਦਾ ਪ੍ਰੀ-ਫਾਰਮਿੰਗ ਸੁਮੇਲ ਉਤਪਾਦ ਯੂਨਿਟ ਸੁਮੇਲ ਦੀ ਪੋਸਟ-ਇੰਜੀਨੀਅਰਿੰਗ ਨੂੰ ਵਧੇਰੇ ਵਾਜਬ ਬਣਾਉਂਦਾ ਹੈ।
2. ਰਾਲ ਦੀ ਆਸਾਨ ਬਣਤਰਯੋਗਤਾ, ਮੋੜ ਅਤੇ ਧਾਤ ਦੀ ਕਠੋਰਤਾ, ਤਾਕਤ ਅਤੇ ਗਰਮੀ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਮਜ਼ਬੂਤ ਅਤੇ ਗੁੰਝਲਦਾਰ ਧਾਤ ਪਲਾਸਟਿਕ ਏਕੀਕ੍ਰਿਤ ਉਤਪਾਦਾਂ ਦੇ ਸੁਮੇਲ ਦੁਆਰਾ ਪੂਰਕ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
3. ਖਾਸ ਤੌਰ 'ਤੇ ਰਾਲ ਇਨਸੂਲੇਸ਼ਨ ਅਤੇ ਧਾਤ ਦੀ ਚਾਲਕਤਾ ਦੇ ਸੁਮੇਲ ਦੀ ਵਰਤੋਂ ਨਾਲ, ਮੋਲਡ ਉਤਪਾਦ ਬਿਜਲੀ ਉਤਪਾਦਾਂ ਦੇ ਬੁਨਿਆਦੀ ਕਾਰਜਾਂ ਨੂੰ ਪੂਰਾ ਕਰ ਸਕਦਾ ਹੈ।
4. ਸਖ਼ਤ ਮੋਲਡਿੰਗ ਉਤਪਾਦਾਂ ਲਈ, ਮੋੜਨ ਵਾਲੇ ਲਚਕੀਲੇ ਮੋਲਡਿੰਗ ਉਤਪਾਦਾਂ 'ਤੇ ਰਬੜ ਸੀਲਿੰਗ ਗੈਸਕੇਟ, ਮੈਟ੍ਰਿਕਸ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੁਆਰਾ ਇੱਕ ਏਕੀਕ੍ਰਿਤ ਉਤਪਾਦ ਵਿੱਚ, ਸੀਲ ਰਿੰਗ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰਨ ਦੇ ਗੁੰਝਲਦਾਰ ਕਾਰਜ ਨੂੰ ਬਚਾ ਸਕਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਪੋਸਟ-ਪ੍ਰੋਸੈਸ ਦੇ ਆਟੋਮੈਟਿਕ ਸੁਮੇਲ ਨੂੰ ਆਸਾਨ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
(3) ਡਬਲ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ
ਡਬਲ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ: ਇੱਕੋ ਮੋਲਡ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਰੰਗਾਂ ਵਾਲੇ ਦੋ ਕਿਸਮਾਂ ਦੇ ਪਲਾਸਟਿਕ ਨੂੰ ਇੰਜੈਕਟ ਕਰਨ ਦੇ ਮੋਲਡਿੰਗ ਢੰਗ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। ਇਹ ਪਲਾਸਟਿਕ ਨੂੰ ਦੋ ਵੱਖ-ਵੱਖ ਰੰਗਾਂ ਵਿੱਚ ਦਿਖਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਵਿਹਾਰਕਤਾ ਅਤੇ ਸੁਹਜ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਨਿਯਮਤ ਪੈਟਰਨ ਜਾਂ ਅਨਿਯਮਿਤ ਮੋਇਰ ਪੈਟਰਨ ਦਿਖਾ ਸਕਦਾ ਹੈ।
ਤਕਨੀਕ ਵਿਸ਼ੇਸ਼ਤਾ
1. ਮੁੱਖ ਸਮੱਗਰੀ ਟੀਕੇ ਦੇ ਦਬਾਅ ਨੂੰ ਘਟਾਉਣ ਲਈ ਘੱਟ-ਲੇਸਦਾਰ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੀ ਹੈ।
2. ਵਾਤਾਵਰਣ ਸੁਰੱਖਿਆ ਦੇ ਵਿਚਾਰ ਤੋਂ, ਮੁੱਖ ਸਮੱਗਰੀ ਰੀਸਾਈਕਲ ਕੀਤੇ ਸੈਕੰਡਰੀ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੀ ਹੈ।
3. ਵੱਖ-ਵੱਖ ਵਰਤੋਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ, ਜਿਵੇਂ ਕਿ ਨਰਮ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਮੋਟੀ ਫਿਨਿਸ਼ਡ ਸਕਿਨ ਸਮੱਗਰੀ, ਸਖ਼ਤ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕੋਰ ਸਮੱਗਰੀ ਜਾਂ ਕੋਰ ਸਮੱਗਰੀ ਭਾਰ ਘਟਾਉਣ ਲਈ ਫੋਮ ਪਲਾਸਟਿਕ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੀ ਹੈ।
4. ਲਾਗਤ ਘਟਾਉਣ ਲਈ ਘੱਟ ਗੁਣਵੱਤਾ ਵਾਲੀ ਕੋਰ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
5. ਚਮੜੀ ਦੀ ਸਮੱਗਰੀ ਜਾਂ ਕੋਰ ਸਮੱਗਰੀ ਮਹਿੰਗੀ ਵਰਤੀ ਜਾ ਸਕਦੀ ਹੈ ਅਤੇ ਇਸ ਵਿੱਚ ਵਿਸ਼ੇਸ਼ ਸਤਹ ਗੁਣ ਹਨ, ਜਿਵੇਂ ਕਿ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਵੇਵ ਦਖਲਅੰਦਾਜ਼ੀ, ਉੱਚ ਚਾਲਕਤਾ ਅਤੇ ਉਤਪਾਦ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਵਧਾਉਣ ਲਈ ਹੋਰ ਸਮੱਗਰੀ।
6. ਢੁਕਵੀਂ ਚਮੜੀ ਦੀ ਸਮੱਗਰੀ ਅਤੇ ਕੋਰ ਸਮੱਗਰੀ ਮੋਲਡਿੰਗ ਉਤਪਾਦ ਦੇ ਬਚੇ ਹੋਏ ਤਣਾਅ ਨੂੰ ਘਟਾ ਸਕਦੀ ਹੈ, ਮਕੈਨੀਕਲ ਤਾਕਤ ਜਾਂ ਉਤਪਾਦ ਦੀ ਸਤਹ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਵਧਾ ਸਕਦੀ ਹੈ।
(4) ਮਾਈਕ੍ਰੋ-ਫੋਮ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ
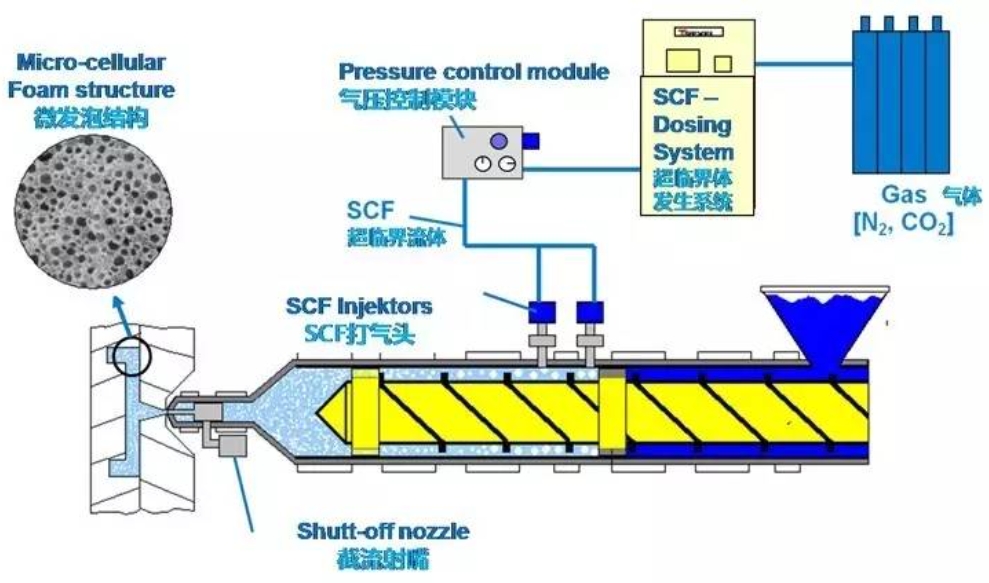
ਮਾਈਕ੍ਰੋ-ਫੋਮ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ: ਇੱਕ ਨਵੀਨਤਾਕਾਰੀ ਸ਼ੁੱਧਤਾ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਤਕਨਾਲੋਜੀ ਹੈ ਜੋ ਉਤਪਾਦ ਨੂੰ ਭਰਨ ਅਤੇ ਘੱਟ ਅਤੇ ਔਸਤ ਦਬਾਅ 'ਤੇ ਹਿੱਸੇ ਦੀ ਮੋਲਡਿੰਗ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਪੋਰਸ ਦੇ ਵਿਸਥਾਰ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ। ਮਾਈਕ੍ਰੋਸੈਲੂਲਰ ਫੋਮਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਤਿੰਨ ਪੜਾਵਾਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ: ਪਹਿਲਾਂ, ਸੁਪਰਕ੍ਰਿਟੀਕਲ ਤਰਲ (ਕਾਰਬਨ ਡਾਈਆਕਸਾਈਡ ਜਾਂ ਨਾਈਟ੍ਰੋਜਨ) ਨੂੰ ਗਰਮ ਪਿਘਲਣ ਵਾਲੇ ਅਡੈਸਿਵ ਵਿੱਚ ਘੁਲ ਕੇ ਇੱਕ ਸਿੰਗਲ-ਫੇਜ਼ ਘੋਲ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ; ਫਿਰ, ਸਵਿਚਿੰਗ ਨੋਜ਼ਲ ਰਾਹੀਂ, ਘੱਟ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਵਾਲੀ ਮੋਲਡ ਕੈਵਿਟੀ ਨੂੰ ਟੀਕਾ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ। ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਵਿੱਚ ਕਮੀ ਅਣੂਆਂ ਦੀ ਅਸਥਿਰਤਾ ਵੱਲ ਲੈ ਜਾਂਦੀ ਹੈ, ਜੋ ਉਤਪਾਦ ਵਿੱਚ ਵੱਡੀ ਗਿਣਤੀ ਵਿੱਚ ਬੁਲਬੁਲਾ ਨਿਊਕਲੀ ਬਣਾਉਂਦੀ ਹੈ, ਅਤੇ ਇਹ ਬੁਲਬੁਲਾ ਨਿਊਕਲੀ ਹੌਲੀ-ਹੌਲੀ ਛੋਟੇ ਛੇਕਾਂ ਵਿੱਚ ਵਧਦੇ ਹਨ।
ਤਕਨੀਕ ਵਿਸ਼ੇਸ਼ਤਾ
1. ਸ਼ੁੱਧਤਾ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ।
2. ਰਵਾਇਤੀ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੀਆਂ ਬਹੁਤ ਸਾਰੀਆਂ ਸੀਮਾਵਾਂ ਨੂੰ ਤੋੜ ਕੇ, ਹਿੱਸਿਆਂ ਦੇ ਭਾਰ ਨੂੰ ਕਾਫ਼ੀ ਘਟਾ ਸਕਦਾ ਹੈ, ਮੋਲਡਿੰਗ ਚੱਕਰ ਨੂੰ ਛੋਟਾ ਕਰ ਸਕਦਾ ਹੈ।
3. ਹਿੱਸਿਆਂ ਦੀ ਵਾਰਪਿੰਗ ਵਿਗਾੜ ਅਤੇ ਅਯਾਮੀ ਸਥਿਰਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਕਰੋ।
ਐਪਲੀਕੇਸ਼ਨ
ਕਾਰ ਇੰਸਟਰੂਮੈਂਟ ਪੈਨਲ, ਦਰਵਾਜ਼ਾ ਪੈਨਲ, ਏਅਰ ਕੰਡੀਸ਼ਨਿੰਗ ਡਕਟ, ਆਦਿ।
(5) ਨੈਨੋ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ (NMT)
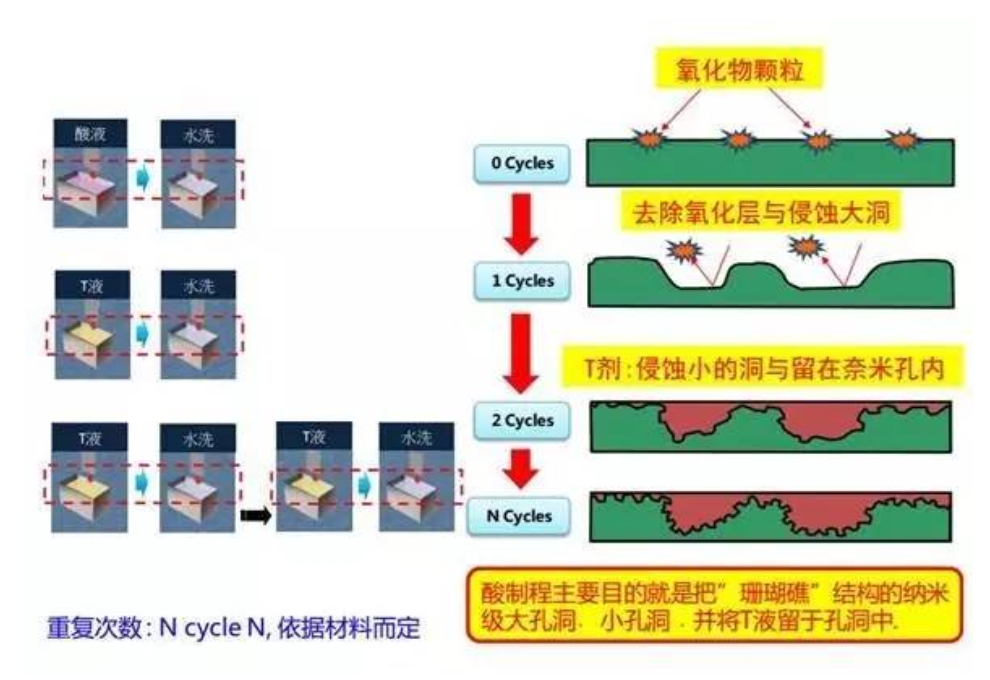
NMT (ਨੈਨੋ ਮੋਲਡਿੰਗ ਤਕਨਾਲੋਜੀ): ਇਹ ਨੈਨੋ ਤਕਨਾਲੋਜੀ ਨਾਲ ਮਿਲ ਕੇ ਧਾਤ ਅਤੇ ਪਲਾਸਟਿਕ ਦੀ ਉਸਾਰੀ ਵਿਧੀ ਹੈ। ਧਾਤ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਨੈਨੋ-ਟ੍ਰੀਟ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਪਲਾਸਟਿਕ ਨੂੰ ਸਿੱਧੇ ਧਾਤ ਦੀ ਸਤ੍ਹਾ ਵਿੱਚ ਟੀਕਾ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਧਾਤ ਅਤੇ ਪਲਾਸਟਿਕ ਨੂੰ ਇੱਕ ਦੇ ਰੂਪ ਵਿੱਚ ਬਣਾਇਆ ਜਾ ਸਕੇ। ਪਲਾਸਟਿਕ ਦੀ ਸਥਿਤੀ ਦੇ ਅਨੁਸਾਰ ਨੈਨੋਫਾਰਮਿੰਗ ਤਕਨਾਲੋਜੀ ਨੂੰ ਦੋ ਕਿਸਮਾਂ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ:
1. ਏਕੀਕ੍ਰਿਤ ਮੋਲਡਿੰਗ ਦੇ ਗੈਰ-ਦਿੱਖ ਲਈ ਪਲਾਸਟਿਕ
2. ਏਕੀਕ੍ਰਿਤ ਮੋਲਡਿੰਗ ਦੀ ਦਿੱਖ ਲਈ ਪਲਾਸਟਿਕ
ਤਕਨੀਕ ਵਿਸ਼ੇਸ਼ਤਾ
1. ਉਤਪਾਦ ਵਿੱਚ ਧਾਤ ਦੀ ਦਿੱਖ ਵਾਲੀ ਬਣਤਰ ਹੈ।
2. ਉਤਪਾਦ ਵਿਧੀ ਦਾ ਡਿਜ਼ਾਈਨ ਸਰਲ ਬਣਾਇਆ ਗਿਆ ਹੈ, ਜਿਸ ਨਾਲ ਉਤਪਾਦ ਹਲਕਾ, ਪਤਲਾ, ਛੋਟਾ ਅਤੇ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ CNC ਮਸ਼ੀਨਿੰਗ ਵਿਧੀ ਨਾਲੋਂ ਵਧੇਰੇ ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹੁੰਦਾ ਹੈ।
3. ਉਤਪਾਦਨ ਲਾਗਤਾਂ ਅਤੇ ਉੱਚ ਬੰਧਨ ਤਾਕਤ ਨੂੰ ਘਟਾਓ, ਅਤੇ ਸੰਬੰਧਿਤ ਖਪਤਕਾਰਾਂ ਦੀ ਵਰਤੋਂ ਨੂੰ ਮਹੱਤਵਪੂਰਨ ਤੌਰ 'ਤੇ ਘਟਾਓ।
ਲਾਗੂ ਧਾਤ ਅਤੇ ਰਾਲ ਸਮੱਗਰੀ
1. ਐਲੂਮੀਨੀਅਮ, ਮੈਗਨੀਸ਼ੀਅਮ, ਤਾਂਬਾ, ਸਟੇਨਲੈੱਸ ਸਟੀਲ, ਟਾਈਟੇਨੀਅਮ, ਲੋਹਾ, ਗੈਲਵਨਾਈਜ਼ਡ ਸ਼ੀਟ, ਪਿੱਤਲ।
2. ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਦੀ ਅਨੁਕੂਲਤਾ ਮਜ਼ਬੂਤ ਹੈ, ਜਿਸ ਵਿੱਚ 1000 ਤੋਂ 7000 ਲੜੀ ਸ਼ਾਮਲ ਹੈ।
3. ਰਾਲ ਜਿਸ ਵਿੱਚ PPS, PBT, PA6, PA66, PPA ਸ਼ਾਮਲ ਹਨ।
4.PPS ਵਿੱਚ ਖਾਸ ਤੌਰ 'ਤੇ ਮਜ਼ਬੂਤ ਬੰਧਨ ਸ਼ਕਤੀ (3000N/c㎡) ਹੁੰਦੀ ਹੈ।
ਐਪਲੀਕੇਸ਼ਨ
ਮੋਬਾਈਲ ਫੋਨ ਸ਼ੈੱਲ, ਲੈਪਟਾਪ ਸ਼ੈੱਲ, ਆਦਿ।

2. ਬਲੋ ਮੋਲਡਿੰਗ
ਬਲੋ ਮੋਲਡਿੰਗ: ਇਹ ਪਿਘਲੇ ਹੋਏ ਥਰਮੋਪਲਾਸਟਿਕ ਕੱਚੇ ਮਾਲ ਨੂੰ ਐਕਸਟਰੂਡਰ ਤੋਂ ਮੋਲਡ ਵਿੱਚ ਨਿਚੋੜਨ ਦਾ ਤਰੀਕਾ ਹੈ, ਅਤੇ ਫਿਰ ਕੱਚੇ ਮਾਲ ਵਿੱਚ ਹਵਾ ਉਡਾਉਣ ਦਾ ਤਰੀਕਾ ਹੈ, ਪਿਘਲਾ ਹੋਇਆ ਕੱਚਾ ਮਾਲ ਹਵਾ ਦੇ ਦਬਾਅ ਦੀ ਕਿਰਿਆ ਅਧੀਨ ਫੈਲਦਾ ਹੈ, ਮੋਲਡ ਕੈਵਿਟੀ ਦੀ ਕੰਧ ਨਾਲ ਫਿੱਟ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਅੰਤ ਵਿੱਚ ਠੰਡਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਲੋੜੀਂਦੇ ਉਤਪਾਦ ਆਕਾਰ ਵਿੱਚ ਠੋਸ ਹੋ ਜਾਂਦਾ ਹੈ।
ਬਲੋ ਮੋਲਡਿੰਗ ਨੂੰ ਫਿਲਮ ਬਲੋ ਮੋਲਡਿੰਗ ਅਤੇ ਖੋਖਲੇ ਬਲੋ ਮੋਲਡਿੰਗ ਦੋ ਕਿਸਮਾਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ:
(1) ਫਿਲਮ ਦੀ ਬਲੋ ਮੋਲਡਿੰਗ
ਫਿਲਮ ਬਲੋ ਮੋਲਡਿੰਗ ਦਾ ਮਤਲਬ ਹੈ ਐਕਸਟਰੂਡਰ ਹੈੱਡ ਮਾਊਥ ਡਾਈ ਦੇ ਗੋਲਾਕਾਰ ਗੈਪ ਤੋਂ ਪਿਘਲੇ ਹੋਏ ਪਲਾਸਟਿਕ ਨੂੰ ਇੱਕ ਸਿਲੰਡਰ ਪਤਲੀ ਟਿਊਬ ਵਿੱਚ ਬਾਹਰ ਕੱਢਣਾ, ਜਦੋਂ ਕਿ ਸਿਰ ਦੇ ਵਿਚਕਾਰਲੇ ਛੇਕ ਤੋਂ ਪਤਲੀ ਟਿਊਬ ਕੈਵਿਟੀ ਵਿੱਚ ਸੰਕੁਚਿਤ ਹਵਾ ਨੂੰ ਉਡਾਉਣਾ, ਪਤਲੀ ਟਿਊਬ ਨੂੰ ਇੱਕ ਵੱਡੇ ਵਿਆਸ ਵਾਲੀ ਟਿਊਬਲਰ ਫਿਲਮ ਵਿੱਚ ਉਡਾਉਣਾ (ਆਮ ਤੌਰ 'ਤੇ ਬਬਲ ਟਿਊਬ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ), ਅਤੇ ਫਿਰ ਠੰਡਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਇਸਨੂੰ ਰੋਲ ਕਰਨਾ।
(2) ਖੋਖਲੇ ਬਲੋ ਮੋਲਡਿੰਗ
ਖੋਖਲੇ ਬਲੋ ਮੋਲਡਿੰਗ ਇੱਕ ਸੈਕੰਡਰੀ ਮੋਲਡਿੰਗ ਤਕਨਾਲੋਜੀ ਹੈ ਜੋ ਗੈਸ ਪ੍ਰੈਸ਼ਰ ਦੀ ਮਦਦ ਨਾਲ ਮੋਲਡ ਕੈਵਿਟੀ ਵਿੱਚ ਬੰਦ ਰਬੜ ਵਰਗੇ ਬਿਲੇਟ ਨੂੰ ਖੋਖਲੇ ਉਤਪਾਦਾਂ ਵਿੱਚ ਉਡਾ ਦਿੰਦੀ ਹੈ। ਇਹ ਖੋਖਲੇ ਪਲਾਸਟਿਕ ਉਤਪਾਦਾਂ ਨੂੰ ਪੈਦਾ ਕਰਨ ਦਾ ਇੱਕ ਤਰੀਕਾ ਹੈ। ਖੋਖਲੇ ਬਲੋ ਮੋਲਡਿੰਗ ਦੇ ਨਿਰਮਾਣ ਤਰੀਕੇ ਵੱਖ-ਵੱਖ ਹਨ, ਜਿਸ ਵਿੱਚ ਐਕਸਟਰਿਊਸ਼ਨ ਬਲੋ ਮੋਲਡਿੰਗ, ਇੰਜੈਕਸ਼ਨ ਬਲੋ ਮੋਲਡਿੰਗ ਅਤੇ ਸਟ੍ਰੈਚ ਬਲੋ ਮੋਲਡਿੰਗ ਸ਼ਾਮਲ ਹਨ।
1) ਐਕਸਟਰਿਊਜ਼ਨ ਬਲੋ ਮੋਲਡਿੰਗ:ਐਕਸਟਰੂਜ਼ਨ ਬਲੋ ਮੋਲਡਿੰਗ ਦਾ ਮਤਲਬ ਹੈ ਟਿਊਬਲਰ ਬਿਲੇਟ ਨੂੰ ਐਕਸਟਰੂਡ ਕਰਨ ਲਈ ਐਕਸਟਰੂਡਰ ਦੀ ਵਰਤੋਂ ਕਰਨਾ, ਇਸਨੂੰ ਮੋਲਡ ਕੈਵਿਟੀ ਵਿੱਚ ਕਲਿੱਪ ਕਰਨਾ ਅਤੇ ਗਰਮ ਹੋਣ 'ਤੇ ਹੇਠਾਂ ਢੱਕਣਾ, ਅਤੇ ਫਿਰ ਕੰਪਰੈੱਸਡ ਹਵਾ ਨੂੰ ਟਿਊਬ ਬਿਲੇਟ ਕੈਵਿਟੀ ਵਿੱਚ ਉਡਾਉਣਾ।
2) ਇੰਜੈਕਸ਼ਨ ਬਲੋ ਮੋਲਡਿੰਗ:ਵਰਤਿਆ ਗਿਆ ਖਾਲੀ ਹਿੱਸਾ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਬਿਲੇਟ ਨੂੰ ਮੋਲਡ ਦੇ ਕੋਰ 'ਤੇ ਛੱਡ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਬਲੋ ਮੋਲਡਿੰਗ ਦੁਆਰਾ ਮੋਲਡ ਨੂੰ ਬੰਦ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਕੰਪਰੈੱਸਡ ਹਵਾ ਨੂੰ ਕੋਰ ਮੋਲਡ ਵਿੱਚੋਂ ਲੰਘਾਇਆ ਜਾਂਦਾ ਹੈ, ਬਿਲੇਟ ਨੂੰ ਉਡਾਇਆ ਜਾਂਦਾ ਹੈ, ਠੰਡਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਉਤਪਾਦ ਨੂੰ ਡਿਮੋਲਡ ਕਰਨ ਤੋਂ ਬਾਅਦ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਫਾਇਦਾ
ਉਤਪਾਦ ਦੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਇਕਸਾਰ ਹੈ, ਭਾਰ ਸਹਿਣਸ਼ੀਲਤਾ ਛੋਟੀ ਹੈ, ਪੋਸਟ-ਪ੍ਰੋਸੈਸਿੰਗ ਘੱਟ ਹੈ, ਰਹਿੰਦ-ਖੂੰਹਦ ਦਾ ਕੋਨਾ ਛੋਟਾ ਹੈ; ਛੋਟੇ ਬਰੀਕ ਉਤਪਾਦਾਂ ਦੇ ਵੱਡੇ ਬੈਚ ਦੇ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ।
3) ਸਟ੍ਰੈਚ ਬਲੋ ਮੋਲਡਿੰਗ:ਸਟ੍ਰੈਚਿੰਗ ਤਾਪਮਾਨ ਤੱਕ ਗਰਮ ਕੀਤੇ ਗਏ ਬਿਲੇਟ ਨੂੰ ਬਲੋ ਮੋਲਡਿੰਗ ਮੋਲਡ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਲੰਬਕਾਰੀ ਸਟ੍ਰੈਚ ਨੂੰ ਸਟ੍ਰੈਚਿੰਗ ਰਾਡ ਨਾਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਟ੍ਰਾਂਸਵਰਸ ਸਟ੍ਰੈਚ ਅਤੇ ਬਲੋ ਨੂੰ ਉੱਡਦੀ ਸੰਕੁਚਿਤ ਹਵਾ ਨਾਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਉਤਪਾਦ ਦਾ ਤਰੀਕਾ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕੇ।
ਐਪਲੀਕੇਸ਼ਨ
1. ਫਿਲਮ ਬਲੋ ਮੋਲਡਿੰਗ ਮੁੱਖ ਤੌਰ 'ਤੇ ਪਲਾਸਟਿਕ ਫਿਲਮ ਬਣਾਉਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
2. ਖੋਖਲੇ ਬਲੋ ਮੋਲਡਿੰਗ ਦੀ ਵਰਤੋਂ ਮੁੱਖ ਤੌਰ 'ਤੇ ਖੋਖਲੇ ਪਲਾਸਟਿਕ ਉਤਪਾਦਾਂ (ਬੋਤਲਾਂ, ਪੈਕੇਜਿੰਗ ਬੈਰਲ, ਪਾਣੀ ਦੇਣ ਵਾਲੇ ਡੱਬੇ, ਬਾਲਣ ਟੈਂਕ, ਡੱਬੇ, ਖਿਡੌਣੇ, ਆਦਿ) ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
3. ਐਕਸਟਰੂਜ਼ਨ ਮੋਲਡਿੰਗ
ਐਕਸਟਰੂਜ਼ਨ ਮੋਲਡਿੰਗ: ਮੁੱਖ ਤੌਰ 'ਤੇ ਥਰਮੋਪਲਾਸਟਿਕ ਮੋਲਡਿੰਗ ਲਈ ਢੁਕਵਾਂ, ਪਰ ਥਰਮੋਸੈਟਿੰਗ ਅਤੇ ਰੀਇਨਫੋਰਸਡ ਪਲਾਸਟਿਕ ਮੋਲਡਿੰਗ ਦੇ ਕੁਝ ਚੰਗੇ ਪ੍ਰਵਾਹ ਲਈ ਵੀ ਢੁਕਵਾਂ। ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਥਰਮੋਪਲਾਸਟਿਕ ਕੱਚੇ ਮਾਲ ਨੂੰ ਗਰਮ ਕਰਨ ਅਤੇ ਪਿਘਲਾਉਣ ਲਈ ਇੱਕ ਘੁੰਮਦੇ ਪੇਚ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ, ਇਸਨੂੰ ਲੋੜੀਂਦੇ ਕਰਾਸ-ਸੈਕਸ਼ਨ ਆਕਾਰ ਦੇ ਨਾਲ ਸਿਰ ਤੋਂ ਬਾਹਰ ਕੱਢਣਾ ਹੈ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਸ਼ੇਪਰ ਦੁਆਰਾ ਅੰਤਿਮ ਰੂਪ ਦੇਣਾ ਹੈ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਕੂਲਰ ਰਾਹੀਂ ਠੰਢਾ ਅਤੇ ਠੋਸ ਬਣਾਉਣਾ ਹੈ ਤਾਂ ਜੋ ਲੋੜੀਂਦੇ ਕਰਾਸ-ਸੈਕਸ਼ਨ ਦਾ ਉਤਪਾਦ ਬਣ ਸਕੇ।
ਤਕਨੀਕ ਵਿਸ਼ੇਸ਼ਤਾ
1. ਘੱਟ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੀ ਲਾਗਤ।
2. ਕਾਰਵਾਈ ਸਧਾਰਨ ਹੈ, ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨਾ ਆਸਾਨ ਹੈ, ਨਿਰੰਤਰ ਸਵੈਚਾਲਿਤ ਉਤਪਾਦਨ ਪ੍ਰਾਪਤ ਕਰਨਾ ਆਸਾਨ ਹੈ।
3. ਉੱਚ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ; ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਇਕਸਾਰ ਅਤੇ ਸੰਘਣੀ ਹੈ।
4. ਵੱਖ-ਵੱਖ ਭਾਗਾਂ ਦੇ ਆਕਾਰਾਂ ਦੇ ਉਤਪਾਦ ਜਾਂ ਅਰਧ-ਤਿਆਰ ਉਤਪਾਦ ਸਿਰ ਦੇ ਡਾਈ ਨੂੰ ਬਦਲ ਕੇ ਬਣਾਏ ਜਾ ਸਕਦੇ ਹਨ।
ਐਪਲੀਕੇਸ਼ਨ
ਉਤਪਾਦ ਡਿਜ਼ਾਈਨ ਦੇ ਖੇਤਰ ਵਿੱਚ, ਐਕਸਟਰੂਜ਼ਨ ਮੋਲਡਿੰਗ ਦੀ ਮਜ਼ਬੂਤ ਵਰਤੋਂਯੋਗਤਾ ਹੈ। ਐਕਸਟਰੂਜ਼ਨ ਉਤਪਾਦਾਂ ਦੀਆਂ ਕਿਸਮਾਂ ਪਾਈਪ, ਫਿਲਮ, ਬਾਰ, ਮੋਨੋਫਿਲਾਮੈਂਟ, ਫਲੈਟ ਟੇਪ, ਜਾਲ, ਖੋਖਲੇ ਕੰਟੇਨਰ, ਖਿੜਕੀ, ਦਰਵਾਜ਼ੇ ਦਾ ਫਰੇਮ, ਪਲੇਟ, ਕੇਬਲ ਕਲੈਡਿੰਗ, ਮੋਨੋਫਿਲਾਮੈਂਟ ਅਤੇ ਹੋਰ ਪ੍ਰੋਫਾਈਲ ਹਨ।
ਇੰਜੈਕਸ਼ਨ ਮੋਲਡ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਅਨੰਤ ਅਜੂਬਿਆਂ ਦੀ ਪੜਚੋਲ ਕਰਨ ਅਤੇ ਰਚਨਾਤਮਕਤਾ ਦੇ ਇੱਕ ਨਵੇਂ ਯੁੱਗ ਦੀ ਸ਼ੁਰੂਆਤ ਕਰਨ ਲਈ ABBYLEE ਵਿੱਚ ਸ਼ਾਮਲ ਹੋਵੋ।