Загальні процеси формування пластмас
У центрі промисловості точність та інновації переплітаються. Тут ми не просто формуємо форми, ми формуємо можливості. Уявіть собі шматок сировини, перетворений технологією на калейдоскоп інструментів, деталей і творів мистецтва. Це не магія, це мистецтво лиття під тиском.
Нижче наведено загальні класифікації процесів для формування пластмас:
Лиття під тиском: лиття під тиском, лиття під тиском, подвійне лиття під тиском, процес лиття під тиском мікропіни, нанолиття під тиском (NMT)
Видувне формування: видувне формування, порожнисте видування (видувне формування екструзією, роздувне формування під тиском, роздування)
Екструзійне формування
1. Лиття під тиском
(1) Лиття під тиском
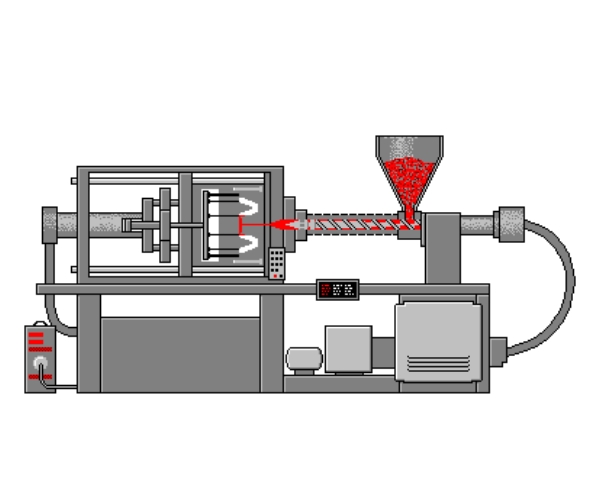
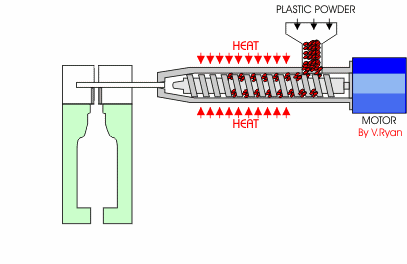
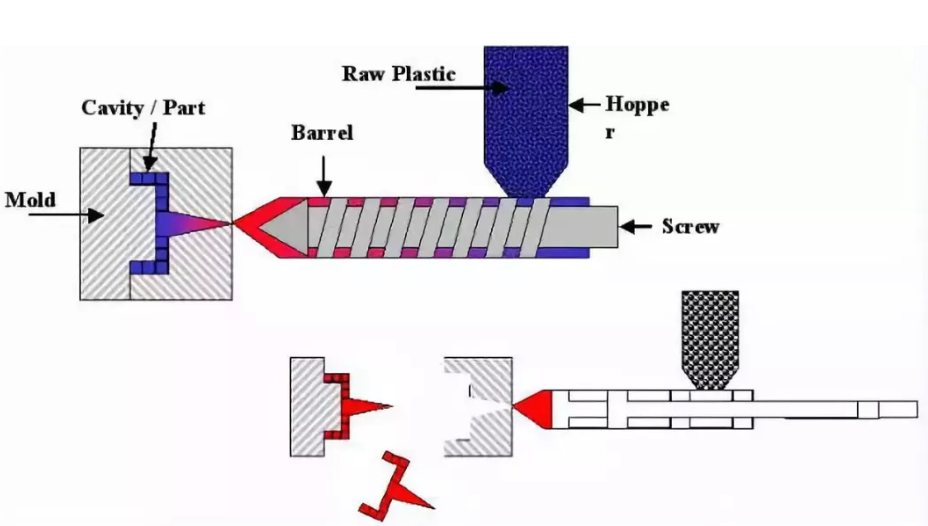
Лиття під тиском: принцип полягає в додаванні гранульованої або порошкоподібної сировини в бункер машини для лиття під тиском, сировина нагрівається та розплавляється в текучому стані, що приводиться в рух гвинтом або поршнем машини для лиття під тиском, через сопло та систему розливу форми в порожнину форми, затвердіння та формування в порожнині форми. Фактори, що впливають на якість лиття під тиском: тиск уприскування, час уприскування, температура уприскування.
Техніка Характеристика
Перевага | дефект |
| 1.Сгарячий цикл формування, висока ефективність виробництва, легка автоматизація 2.Cформа складної форми, точного розміру, з металевими або неметалевими вставками пластмасових деталей 3.Пякість продукції стабільна 4.Широкий діапазон адаптації | 1.Ціна обладнання для лиття під тиском вище 2. яструктура прес-форми є складною 3. Хвисока вартість виробництва, тривалий виробничий цикл, не підходить для одноразового виробництва невеликих партій пластикових деталей |
застосуванняУ промисловій продукції продукція ABBYLEE для лиття під тиском пластику це: медичні товари, товари для дому, кухонне приладдя, оболонки електричного обладнання (фени, пилососи, мішалки для їжі тощо), іграшки та ігри, різні вироби автомобільної промисловості та частини багатьох інших виробів.
(2) Вставка лиття
Формування вставки: формування вставки відноситься до ін’єкції смоли у форму після попередньо підготовленої вставки з іншого матеріалу, розплавленого матеріалу та затвердіння з’єднання вставки, створюючи інтегрований процес формування продукту.

Техніка Характеристика
1. Попереднє формування комбінації кількох вставок робить подальше проектування комбінації продукту більш розумним.
2. Легкість формування смоли, згинання, а також жорсткість, міцність і термостійкість металу можуть бути доповнені комбінацією міцних і складних металопластикових інтегрованих виробів.
3. Особливо використання комбінації полімерної ізоляції та металевої провідності, формований виріб може відповідати основним функціям електротехнічних виробів.
4. Для жорстких формованих виробів гумова ущільнювальна прокладка на еластичних формувальних виробах, що згинаються, через матричне лиття під тиском у інтегрований продукт може заощадити складну операцію з розташування ущільнювального кільця, що полегшує автоматичне поєднання постпроцесу.
(3) Подвійне лиття під тиском
Подвійне лиття під тиском: відноситься до методу лиття двох типів пластику різних кольорів в одну форму. Завдяки цьому пластик може виглядати двома різними кольорами, а на пластикових частинах — регулярні візерунки або неправильні муарові візерунки, щоб покращити практичність і естетичність пластикових деталей.
Техніка Характеристика
1. Основний матеріал може використовувати матеріали з низькою в'язкістю для зниження тиску впорскування.
2. З огляду на захист навколишнього середовища основний матеріал може використовувати перероблені вторинні матеріали.
3. Відповідно до різних характеристик використання, таких як товстий готовий шкірний матеріал з використанням м’якого матеріалу, основний матеріал з використанням твердого матеріалу або основний матеріал може використовувати пінопласт для зменшення ваги.
4. Для зниження витрат можна використовувати нижчу якість основних матеріалів.
5. Матеріал шкіри або основний матеріал може бути використаний дорого і має особливі властивості поверхні, такі як електромагнітні перешкоди, висока провідність та інші матеріали для підвищення продуктивності продукту.
6. Відповідний матеріал шкіри та матеріал серцевини може зменшити залишкову напругу продукту формування, збільшити механічну міцність або властивості поверхні продукту.
(4) Процес лиття під тиском із мікропіни
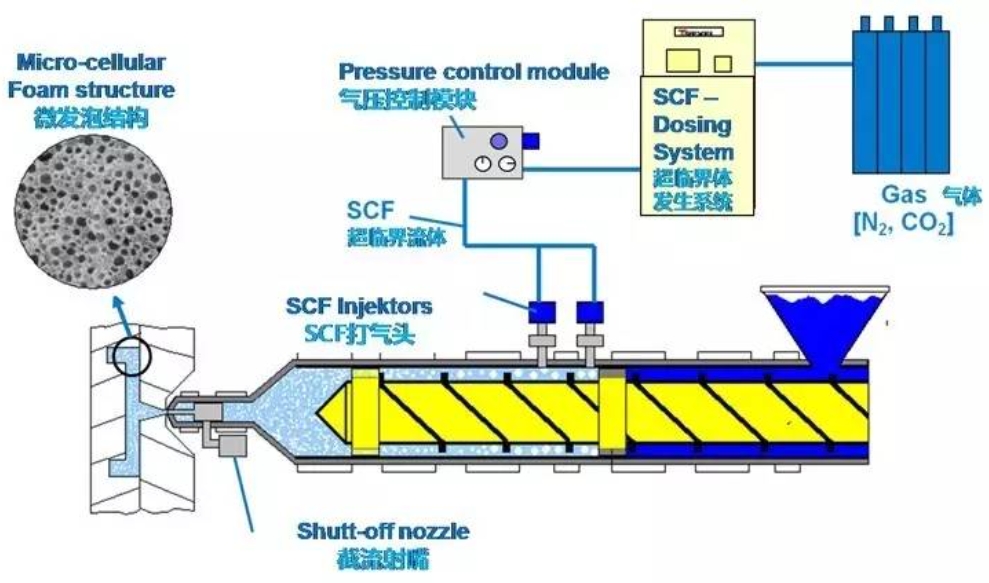
Процес лиття під тиском з мікропіни: це інноваційна технологія точного лиття під тиском, яка базується на розширенні пор для заповнення виробу та завершення формування деталі за низького та середнього тиску. Процес мікропористого спінювання можна розділити на три етапи: спочатку надкритичну рідину (вуглекислий газ або азот) розчиняють у термоплавкому клеї з утворенням однофазного розчину; Потім через перемикальну форсунку в порожнину форми вводять низьку температуру та тиск. Зниження температури і тиску призводить до нестабільності молекул, що утворює велику кількість бульбашок-ядер у продукті, і ці бульбашки-ядра поступово переростають у крихітні отвори.
Техніка Характеристика
1. прецизійне лиття під тиском.
2. Подолання багатьох обмежень традиційного лиття під тиском може значно зменшити вагу деталей, скоротити цикл формування.
3. значно покращити деформацію деформації та стабільність розмірів деталей.
застосування
Панель приладів автомобіля, панель дверей, канал кондиціонера тощо.
(5)Нано лиття під тиском (NMT)
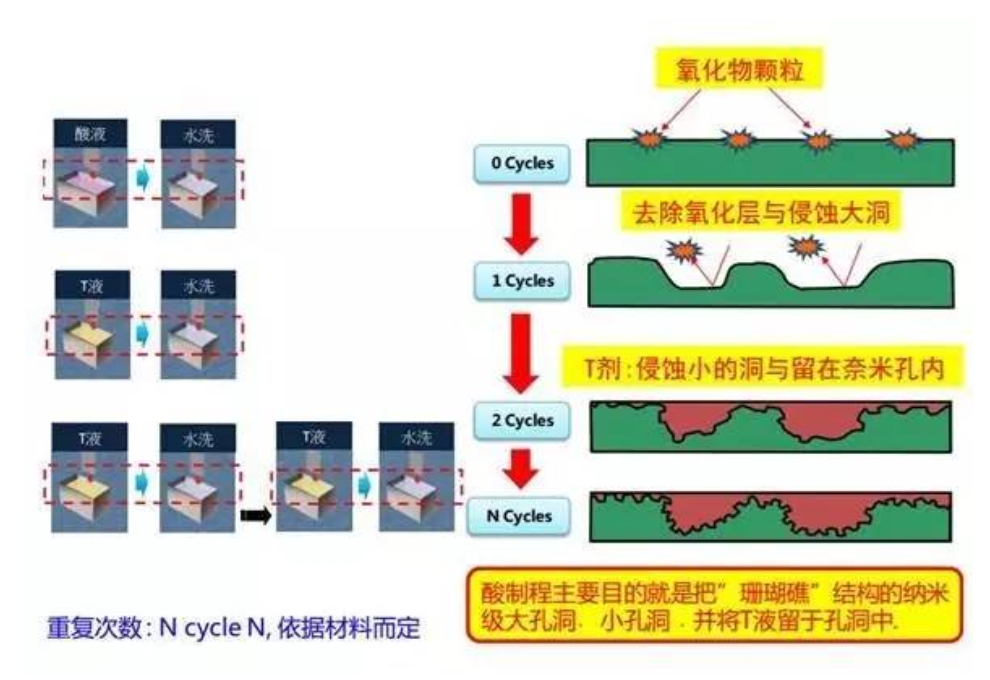
NMT (технологія наноформування): це метод виготовлення металу та пластику в поєднанні з нанотехнологіями. Після нанообробки металевої поверхні пластик безпосередньо вводять у металеву поверхню, щоб метал і пластик могли бути єдиними. Технологія наноформування поділяється на два типи процесів відповідно до розташування пластику:
1. пластик для відсутності інтегрованого формування
2.пластик для зовнішнього вигляду інтегрованого молдинга
Техніка Характеристика
1. Виріб має металеву текстуру.
2. Конструкція механізму продукту спрощена, що робить продукт легшим, тоншим, коротшим і меншим, а також економічно ефективнішим, ніж метод обробки з ЧПУ.
3. Зменшіть витрати на виробництво та високу міцність зв’язку, а також значно зменшіть використання відповідних витратних матеріалів.
Застосовні металеві та смоляні матеріали
1.Алюміній, магній, мідь, нержавіюча сталь, титан, залізо, оцинкований лист, латунь.
2. Адаптивність алюмінієвого сплаву сильна, включаючи серії від 1000 до 7000.
3. Смола, включаючи PPS, PBT, PA6, PA66, PPA.
4. PPS має особливо сильну міцність зв’язку (3000 Н/c㎡).
застосування
Корпус мобільного телефону, ноутбука тощо.

2. Видувне формування
Видувне формування: це метод видавлювання розплавленої термопластичної сировини з екструдера в прес-форму, а потім вдування повітря в сировину, розплавлена сировина розширюється під дією тиску повітря, підходить до стінки порожнини форми, і, нарешті, охолоджується і твердіє в бажану форму продукту.
Видувне формування ділиться на плівкове видувне формування та порожнисте видувне формування двох видів:
(1) Видувне формування плівки
Видувне формування плівки полягає в екструзії розплавленого пластику з круглого зазору гирла головки екструдера в тонку циліндричну трубку, водночас вдування стисненого повітря в порожнину тонкої трубки з центрального отвору головки, видування тонкої трубки в трубчасту плівку більшого діаметру (відому як бульбашкова трубка), а потім прокатування її після охолодження.
(2) порожнисте видувне формування
Формування з порожнистим видуванням — це технологія вторинного формування, яка роздуває гумоподібну заготовку, закриту в порожнині форми, у порожнисті вироби за допомогою тиску газу. Це спосіб виготовлення порожнистих пластикових виробів. Методи виробництва порожнистого видувного формування різні, включаючи екструзійне роздування, інжекційне роздування та розтягування.
1) Екструзійне видування:Екструзійне видувне формування полягає у використанні екструдера для екструдування трубчастої заготовки, закріплення її в порожнині форми та покриття дна, поки воно гаряче, а потім вдування стисненого повітря в порожнину трубної заготовки.
2) Інжекційне видування:Використовувана заготовка отримана методом лиття під тиском. Заготівлю залишають на серцевині форми, і після того, як форма закривається видуванням, через форму серцевини пропускають стиснене повітря, заготовку видувають, охолоджують, і виріб отримують після виймання.
Перевага
Товщина стінки продукту рівномірна, допуск ваги невеликий, постобробка менша, кут відходів невеликий; Підходить для виробництва великих партій дрібних виробів.
3) Видувне формування:Заготівлю, нагріту до температури розтягування, поміщають у прес-форму для видувного формування, і поздовжнє розтягування здійснюють розтягуючим стрижнем, а поперечне розтягування та видування здійснюють продувним стисненим повітрям, щоб отримати спосіб продукту.
застосування
1. Видувне формування плівки в основному використовується для виробництва пластикової плівки.
2. Порожнисте видувне формування в основному використовується для виготовлення порожнистих пластикових виробів (пляшки, пакувальні бочки, лійки, паливні баки, банки, іграшки тощо).
3. Екструзійне формування
Екструзійне формування: в основному підходить для термопластичного формування, але також підходить для деякого хорошого потоку термореактивного та армованого пластику. Процес формування полягає у використанні обертового шнека для нагрівання та розплавлення термопластичної сировини, екструзії з головки з необхідною формою поперечного перерізу, а потім остаточної обробки за допомогою формувача, а потім охолодження та затвердіння через охолоджувач, щоб стати продуктом необхідного поперечного перерізу.
Техніка Характеристика
1. Низька вартість обладнання.
2. Операція проста, процес легко контролювати, легко досягти безперервного автоматизованого виробництва.
3.Висока ефективність виробництва; Якість продукту однорідна і щільна.
4. Продукти або напівфабрикати різної форми розділу можуть бути сформовані шляхом зміни матриці голови.
застосування
У сфері дизайну продукції екструзійне формування має широке застосування. Типи екструзійних виробів: труби, плівки, прутки, мононитки, плоскі стрічки, сітки, порожнисті контейнери, вікна, дверні рами, пластини, кабельне покриття, мононитки та інші профілі.
Приєднуйтеся до ABBYLEE, щоб досліджувати нескінченні чудеса обробки прес-форм і відкрити нову еру творчості.











