

Iroyin










0102
Wọpọ ilana fun ṣiṣu igbáti
2024-04-18
Ni okan ti ile-iṣẹ, konge ati ĭdàsĭlẹ ti wa ni intertwined. Nibi, a kii ṣe awọn apẹrẹ nikan, a n ṣe apẹrẹ awọn iṣeeṣe. Fojuinu nkan kan ti ohun elo aise ti yipada nipasẹ imọ-ẹrọ sinu kaleidoscope ti awọn irinṣẹ, awọn apakan ati awọn iṣẹ ọna. Kii ṣe idan, o jẹ iṣẹ ọna ṣiṣe abẹrẹ.
Awọn atẹle jẹ awọn isọdi ilana ti o wọpọ fun mimu ṣiṣu:
Abẹrẹ Abẹrẹ: Iṣatunṣe abẹrẹ, Fi sii mimu, Imudanu abẹrẹ meji, Ilana abẹrẹ micro-foam, Ṣiṣe abẹrẹ Nano (NMT)
Gbigbe Gbigbe: Gbigbọn fifun, gbigbẹ fifun ṣofo (Idanu ifunjade extrusion, mimu abẹrẹ fifun, Ṣiṣe fifun nina)
Extrusion Molding
1.Abẹrẹ idọti
(1) Abẹrẹ igbáti
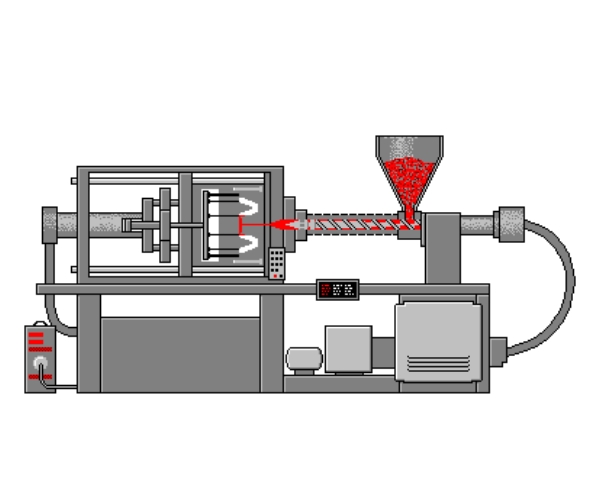
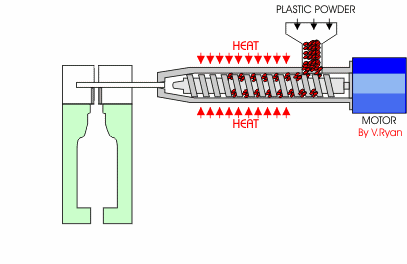
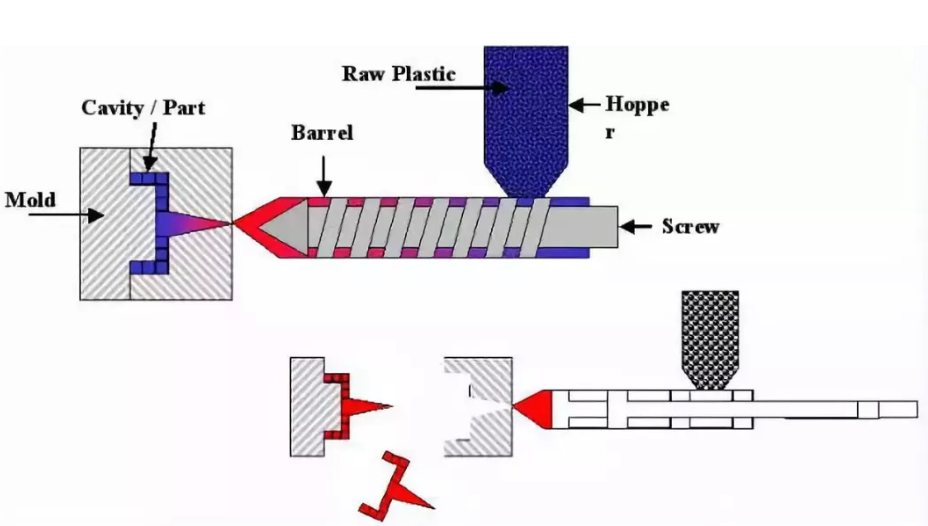
Ṣiṣe abẹrẹ: Ilana naa ni lati ṣafikun granular tabi awọn ohun elo aise lulú si hopper ti ẹrọ abẹrẹ, awọn ohun elo aise ti wa ni kikan ati yo ni ipo ti nṣàn, ti a mu nipasẹ skru tabi piston ti ẹrọ abẹrẹ, nipasẹ nozzle ati eto fifin mimu sinu iho mimu, lile ati ṣiṣe ni iho apẹrẹ. Awọn okunfa ti o ni ipa lori didara ti abẹrẹ abẹrẹ: titẹ abẹrẹ, akoko abẹrẹ, iwọn otutu abẹrẹ.
Technics Abuda
Anfani | abawọn |
| 1.Short igbáti ọmọ, ga gbóògì ṣiṣe, rọrun lati se aseyori adaṣiṣẹ 2.Cohun fọọmu eka apẹrẹ, deede iwọn, pẹlu irin tabi ti kii-irin ifibọ ti ṣiṣu awọn ẹya ara 3.Pdidara roduct jẹ idurosinsin 4.Jakejado ibiti o ti aṣamubadọgba | 1.Iye owo ohun elo abẹrẹ jẹ ti o ga julọ 2. Injection m igbekale jẹ eka 3. HIgh gbóògì iye owo, gun gbóògì ọmọ, ko dara fun nikan kekere ipele ṣiṣu awọn ẹya ara gbóògì |
Ohun elo
Ninu awọn ọja ile-iṣẹ, awọn ọja ti abẹrẹ ṣiṣu ABBYLEE jẹ: awọn ipese iṣoogun, awọn ọja ile, awọn ipese ibi idana ounjẹ, ikarahun ti ohun elo itanna (awọn ẹrọ gbigbẹ irun, awọn ẹrọ igbale, awọn aru ounjẹ, ati bẹbẹ lọ), awọn nkan isere ati awọn ere, awọn ọja oriṣiriṣi ti ile-iṣẹ adaṣe, ati awọn apakan ti ọpọlọpọ awọn ọja miiran.
(2) Fi sii mimu
Fi igbáti sii: Fi igbáti sii n tọka si abẹrẹ ti resini sinu mimu lẹhin ti a ti pese sile ti o yatọ ohun elo ti a ti fi sii, ohun elo didà ati imuduro apapọ ti a fi sii, ṣiṣe ilana iṣelọpọ ọja.

Technics Abuda
1. Ijọpọ iṣaju iṣaju ti awọn ifibọ pupọ jẹ ki ẹrọ-ifiweranṣẹ ti apapo ọja ọja diẹ sii ni imọran.
2. Awọn rọrun formability ti resini, atunse ati awọn rigidity, agbara ati ooru resistance ti awọn irin le ti wa ni afikun nipasẹ awọn apapo ti lagbara ati ki o eka irin ṣiṣu ese awọn ọja.
3. Paapa awọn lilo ti awọn apapo ti resini idabobo ati irin conductivity, awọn m ọja le pade awọn ipilẹ awọn iṣẹ-ṣiṣe ti itanna awọn ọja.
4. Fun awọn kosemi igbáti awọn ọja, roba lilẹ gasiketi lori atunse rirọ awọn ọja, nipasẹ awọn matrix abẹrẹ igbáti sinu ohun ese ọja, le fi awọn eka isẹ ti seto awọn asiwaju oruka, ṣiṣe awọn laifọwọyi apapo ti awọn ranse si-ilana rọrun.
(3)Iwọn abẹrẹ meji
Ṣiṣẹda abẹrẹ ilọpo meji: tọka si ọna mimu ti abẹrẹ awọn iru ṣiṣu meji pẹlu awọn awọ oriṣiriṣi sinu mimu kanna. O le jẹ ki ṣiṣu naa han awọn awọ oriṣiriṣi meji, ati pe o le jẹ ki awọn ẹya ṣiṣu ṣe afihan awọn ilana deede tabi awọn ilana moire alaibamu lati mu ilọsiwaju ati aesthetics ti awọn ẹya ṣiṣu.
Technics Abuda
1.Awọn ohun elo ti o wa ni ipilẹ le lo awọn ohun elo-kekere lati dinku titẹ abẹrẹ.
2. Lati iṣaro aabo ayika, ohun elo mojuto le lo awọn ohun elo keji ti a tunlo.
3. Ni ibamu si awọn abuda lilo ti o yatọ, gẹgẹbi awọn ohun elo ti o nipọn ti o pari ti o nipọn nipa lilo ohun elo rirọ, ohun elo mojuto lilo ohun elo lile tabi awọn ohun elo mojuto le lo ṣiṣu foomu lati dinku iwuwo.
4. Awọn ohun elo mojuto didara kekere le ṣee lo lati dinku awọn idiyele.
5. Awọn ohun elo awọ-ara tabi ohun elo mojuto le ṣee lo gbowolori ati pe o ni awọn ohun-ini dada pataki, gẹgẹbi kikọlu igbi itanna, iṣiṣẹ giga ati awọn ohun elo miiran lati mu iṣẹ ṣiṣe ọja pọ si.
6. Awọn ohun elo awọ-ara ti o yẹ ati ohun elo mojuto le dinku aapọn ti o ku ti ọja mimu, mu agbara ẹrọ tabi awọn ohun-ini dada ọja.
(4) Ilana abẹrẹ abẹrẹ Micro-foomu
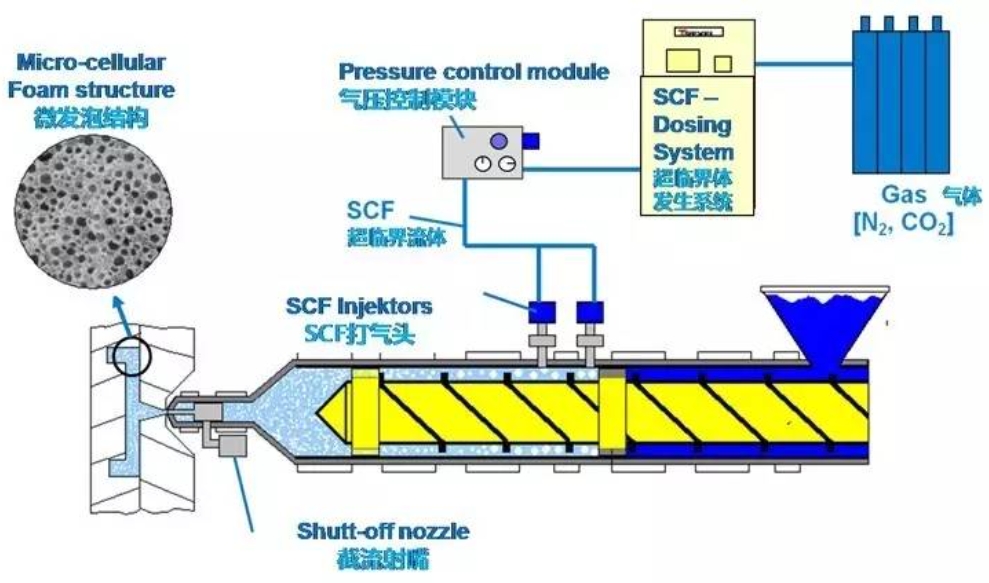
Ilana abẹrẹ abẹrẹ Micro-foam: jẹ imọ-ẹrọ imudagba abẹrẹ pipe ti o da lori imugboroja ti awọn pores lati kun ọja naa ati pari mimu ti apakan ni titẹ kekere ati apapọ. Ilana foomu microcellular ni a le pin si awọn ipele mẹta: akọkọ, ito supercritical (erogba oloro tabi nitrogen) ti wa ni tituka sinu gbigbona gbigbona lati ṣe agbekalẹ ojutu kan-akoko; Lẹhinna, nipasẹ nozzle yi pada, iho mimu pẹlu iwọn otutu kekere ati titẹ jẹ itasi. Ilọkuro ti iwọn otutu ati titẹ nyorisi aisedeede ti awọn ohun elo, eyiti o jẹ nọmba nla ti awọn ekuro ti nkuta ninu ọja naa, ati awọn ekuro ti nkuta wọnyi di diẹdiẹ dagba sinu awọn iho kekere.
Technics Abuda
1.precision abẹrẹ igbáti.
2. kikan nipasẹ awọn ọpọlọpọ awọn idiwọn ti ibile abẹrẹ igbáti, le significantly din awọn àdánù ti awọn ẹya ara, kuru awọn igbáti ọmọ.
3. ṣe ilọsiwaju pupọ ibajẹ warping ati iduroṣinṣin onisẹpo ti awọn ẹya.
Ohun elo
Panel irinse ọkọ ayọkẹlẹ, ẹnu-ọna ẹnu-ọna, air karabosipo duct, ati be be lo.
(5)Ṣiṣe abẹrẹ Nano (NMT)
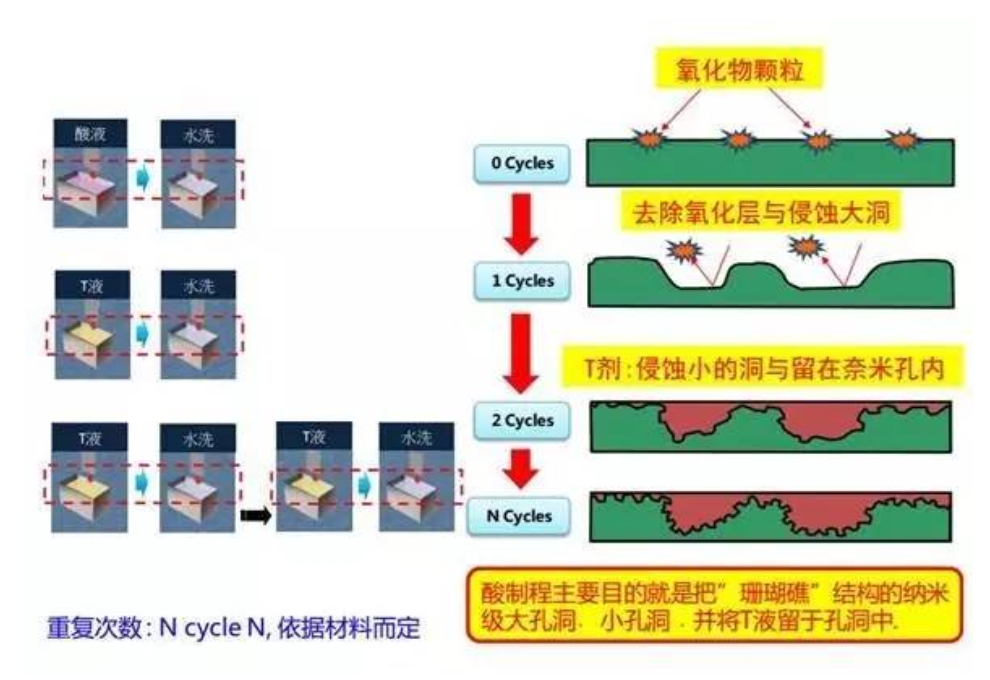
NMT (Imọ-ẹrọ Molding Nano): O jẹ ọna ikole ti irin ati ṣiṣu ni idapo pẹlu nanotechnology. Lẹhin ti irin dada ti wa ni nano-mu, awọn ike ti wa ni taara itasi sinu irin dada, ki awọn irin ati ṣiṣu le wa ni akoso bi ọkan. Imọ-ẹrọ Nanoforming ti pin si awọn oriṣi awọn ilana meji ni ibamu si ipo ti ṣiṣu naa:
1.plastic fun ti kii-ifihan ti irẹpọ ti a ṣepọ
2.ṣiṣu fun hihan ti awọn ese igbáti
Technics Abuda
1.Ọja naa ni irisi irisi irin.
2.Awọn apẹrẹ ti ẹrọ ọja ti wa ni simplified, ṣiṣe awọn ọja fẹẹrẹfẹ, tinrin, kukuru ati kekere, ati diẹ ẹ sii-doko ju CNC machining ọna.
3.Reduce gbóògì owo ati ki o ga imora agbara, ati significantly din awọn lilo ti jẹmọ consumables.
Ohun elo irin ati awọn ohun elo resini
1.Aluminiomu, iṣuu magnẹsia, Ejò, irin alagbara, titanium, irin, galvanized dì, idẹ.
2.The adaptability ti aluminiomu alloy jẹ lagbara, pẹlu 1000 to 7000 jara.
3.Resini pẹlu PPS, PBT, PA6, PA66, PPA.
4.PPS ni agbara ifaramọ ti o lagbara pupọ (3000N / c㎡).
Ohun elo
Ikarahun foonu alagbeka, ikarahun laptop, ati bẹbẹ lọ.

2.Blow Molding
Fọ igbáti: O jẹ ọna ti fun pọ didà thermoplastic aise ohun elo lati extruder sinu m, ati ki o si fifun air sinu awọn aise awọn ohun elo ti, didà aise awọn ohun elo ti gbooro labẹ awọn iṣẹ ti air titẹ, jije si awọn odi ti awọn m iho , ati nipari cools ati solidifies sinu awọn ti o fẹ apẹrẹ ọja.
Gbigbe fifun ti pin si igbáti fifun fiimu ati didimu ṣofo ti awọn iru meji:
(1) Fẹ igbáti ti fiimu
Fiimu fe igbáti ni lati extrude awọn didà ṣiṣu lati ipin aafo ti awọn extruder ori ẹnu kú sinu kan iyipo tinrin tube, nigba ti fifun fisinuirindigbindigbin air sinu tinrin tube iho lati aarin iho ti awọn ori, fifun awọn tinrin tube sinu kan tubular fiimu pẹlu kan ti o tobi iwọn ila opin (commonly mọ bi o ti nkuta tube), ati ki o si yiyi o lẹhin itutu.
(2) ṣofo fe igbáti
Ṣiṣatunṣe fifun ti o ṣofo jẹ imọ-ẹrọ idọgba elekeji ti o fẹ billet roba ti o wa ni pipade ni iho mimu sinu awọn ọja ṣofo pẹlu iranlọwọ ti titẹ gaasi. O ti wa ni a ọna lati gbe awọn ṣofo ṣiṣu awọn ọja. Awọn ọna iṣelọpọ ti ṣofo ifunpa ṣofo yatọ, pẹlu fifin ifasilẹ extrusion, mimu fifun abẹrẹ ati imudani fifun.
1) Ṣiṣẹda fifun extrusion:Iṣatunṣe fifun extrusion ni lati lo extruder lati yọ billet tubular kuro, ge rẹ sinu iho mimu ki o bo isalẹ lakoko ti o gbona, ati lẹhinna fẹ afẹfẹ fisinuirindigbindigbin sinu iho apo billet tube.
2) Ṣiṣẹda fifun abẹrẹ:Ofo ti a lo ni a gba nipasẹ mimu abẹrẹ. Billet ti wa ni osi lori mojuto ti awọn m, ati lẹhin ti awọn m ti wa ni pipade nipa fifun igbáti, fisinuirindigbindigbin air ti wa ni nipasẹ awọn mojuto m, awọn billet ti wa ni ti fẹ, tutu, ati awọn ọja ti wa ni gba lẹhin demoulding.
Anfani
Ọja odi sisanra jẹ aṣọ ile, ifarada iwuwo jẹ kekere, iṣẹ-ifiweranṣẹ jẹ kere si, igun egbin jẹ kekere; Dara fun iṣelọpọ ti ipele nla ti awọn ọja itanran kekere.
3) Ti n ṣe imudọgba ti ntan:Billet ti o ti ni kikan si iwọn otutu ti o ni irọra ni a gbe sinu apẹrẹ mimu ti o fẹ, ati gigun gigun ni a gbe jade pẹlu ọpa gigun, ati isan ifa ati fifun ni a gbe jade pẹlu afẹfẹ fisinuirindigbindigbin, ki o le gba ọna ọja naa.
Ohun elo
1.Filim fe igbáti wa ni o kun lo lati manufacture ṣiṣu fiimu.
2.Hollow fe molding wa ni o kun lo lati ṣe ṣofo ṣiṣu awọn ọja (igo, apoti awọn agba, agbe agolo, idana tanki, agolo, isere, ati be be lo).
3.Extrusion Molding
Extrusion igbáti: o kun dara fun thermoplastic igbáti, sugbon o tun dara fun diẹ ninu awọn ti o dara sisan ti thermosetting ati fikun pilasitik igbáti. Ilana iyipada ni lati lo skru yiyi lati gbona ati yo ohun elo aise thermoplastic, yọ jade lati ori pẹlu apẹrẹ apakan-agbelebu ti o nilo, ati lẹhinna pari nipasẹ oluṣeto, ati lẹhinna tutu ati fi idi rẹ mulẹ nipasẹ kula lati di ọja ti apakan agbelebu ti a beere.
Technics Abuda
1.Low ẹrọ iye owo.
2.The isẹ ni o rọrun, awọn ilana jẹ rorun lati sakoso, rọrun lati se aseyori lemọlemọfún aládàáṣiṣẹ gbóògì.
3.High gbóògì ṣiṣe; Didara ọja jẹ aṣọ ati ipon.
4.Products tabi ologbele-pari awọn ọja ti awọn orisirisi apakan ni nitobi le wa ni akoso nipa yiyipada awọn kú ti ori.
Ohun elo
Ni aaye ti apẹrẹ ọja, imudọgba extrusion ni ohun elo to lagbara. Awọn oriṣi ti awọn ọja extrusion jẹ paipu, fiimu, igi, monofilament, teepu alapin, apapọ, eiyan ṣofo, window, fireemu ilẹkun, awo, cladding USB, monofilament ati awọn profaili miiran.
Darapọ mọ ABBYLEE lati ṣawari awọn iyalẹnu ailopin ti sisẹ mimu abẹrẹ ati ṣii akoko tuntun ti ẹda.